Over het algemeen is de oppervlaktebehandeling van constructiestaal nodig om de corrosiewering en duurzaamheid te verhogen. De kwaliteit van de oppervlaktebehandeling heeft een directe invloed op de hechting van de coating aan het substraat van het gecoate werkstuk en de corrosieweerstand van het materiaal. Olie, vet, stof en andere verontreinigingen zorgen ervoor dat de verflaag loslaat of dat er allerlei uiterlijke gebreken ontstaan. Een corrosiewerende coating kan de corrosiewerende bescherming van de verflaag op de staalplaat en het gladde oppervlak van het basisstaal verbeteren. Gangbare corrosiewerende coatings vereisen een oppervlaktereinheid van het substraat van SA2,5 of hoger en oppervlaktecoatings voor staalplaten bieden uitstekende corrosiebescherming voor de waterbehandelingsindustrie, pulp- en papierfabrieken, bruggen en offshore faciliteiten.
Volgens het ontwerp en de tekeningen zijn de anticorrosiecoating op het blootgestelde deel van de bruggensteun en de schokabsorberende coating op het blootgestelde deel van de bruggensteun en de schokabsorberende coating op het blootgestelde deel van de bruggensteun aangebracht. staalplaat wordt behandeld om de levensduur te verlengen. De belangrijkste constructiemethode is epoxy zink-rijke primer constructie, volgens de eisen van de ontwerppositie van de staalplaat om beschermingsdoeleinden te bereiken. Het proces omvat het reinigen van het basisoppervlak → primer coating (epoxy zink-rijke primer 50μm, 2 keer) → finish coating (gemodificeerde polyurethaan toplaag 50μm, 2 keer) → inspectie en acceptatie. Het ondersteunende plan van coating is als volgt:
Items
Vacht schilderen
Kleur
Verflaagdikte
Theoretische verf (g/m2)
Coating interval (20℃)
Oppervlaktebehandeling
Het oppervlak moet strikt worden ontroest met een kwaliteitsnorm Sa2,5.
Voordat de verf wordt geborsteld, worden de coating en roest van het blootliggende deel van de stalen plaat van de steun en de schokdemperplaat weggepoetst met een haakse slijper. De kwaliteitsnorm voor roestverwijdering is SA2.5.
Grondlaag (epoxy zinkrijke primer 50μm, 2 lagen)
1) Epoxy zinkrijke primer, volgens de verhouding van 9∶1 en controleer de viscositeit van de verf, het systeem moet volledig worden geroerd, zodat de verfkleur en viscositeit uniform is, uitharding 25 ~ 30 minuten, de verf moet binnen 4 ~ 6 uur worden opgebruikt.
2) Borstel de eerste laag grondverf met een consistente, nette borstelrichting. Breng meerdere keren aan om te voorkomen dat de kwast te veel verf uitloopt.
3) Handhaaf een bepaalde tijd na de eerste borstel, om te voorkomen dat verf niet droog verfstroom druppel. Borstel de tweede keer na de eerste droging. De richting moet loodrecht staan op de eerste keer en de laagdikte moet uniform zijn.
1) De topverf is groen. De afwerklaag moet worden gemaakt van een gemodificeerde polyurethaanafwerking van dezelfde kleur, in overeenstemming met de juiste verhouding. Volledig mengen voor gebruik en uniforme kleur om ervoor te zorgen dat de coating niet valt, geen graan laten zien.
2) De methode en richting moeten hetzelfde zijn als het bovenstaande proces.
3) Het interval tussen de toplaag en de primer moet meer dan 2 dagen zijn.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-30 08:55:212021-04-30 12:11:01Anticorrosiecoatingbehandeling van constructiestaalplaat
API 5L X42 Steel Line Pipe wordt over het algemeen gebruikt voor het transport van olie en gas in transmissielijnen, distributie hoofdlijnen, en offshore pijpleiding systemen.Zhonghai levert gelaste en naadloze API 5L rangen door X 70 voor hoge druk toepassingen, Alle van de API 5L X42 stalen lijn Pipe producten die wij leveren kan bereiken de internationale standaard API 5L,.Our bedrijf de productie wordt uitgevoerd in overeenstemming met API 5L, CE, UKAS, PED en ISO9001 Integrated Management (kwaliteit) Systemen.
Plaats van herkomst: China Toepassing: Wordt wijd gebruikt voor vervoer van olie en gas in transmissielijnen, distributie hoofdlijnen, en offshore pijpleidingsystemen De Norm van de staallijnpijp: API 5L X42 Buitendiameter: 21,3 mm-914 mm Wanddikte: 2mm-50mm Lengte: Willekeurig 6m-12m of vast 6m,12m Schuine buisuiteinden en zwarte roestwerende verf zijn beschikbaar als je dat nodig hebt. Kan ook in opdracht van klanten werken. Stalen leidingpijp verpakking: In bundels of bulk. Een 20'of 40′ container kan maximaal 26 ton laden.
API 5L de Fysische Eigenschappen van de Lijnpijp van het staal
API 5L-kwaliteit
Opbrengststerkte min. (ksi)
Treksterkte min. (ksi)
Verhouding opbrengst/trek (max.)
Rek min. %
A
30
48
0.93
28
B
35
60
0.93
23
X42
42
60
0.93
23
X46
46
63
0.93
22
X52
52
66
0.93
21
X56
56
71
0.93
19
X60
60
75
0.93
19
X65
65
77
0.93
18
X70
70
82
0.93
17
X80
80
90
0.93
16
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-27 14:47:002021-08-05 08:39:24Inleiding van API 5L X42 de Pijp van de staallijn
Wldsteel produceert gelaste stalen pijpleidingen, zowel spiraalgelast als gerold en gelast, in lengtes van 30' tot 60' en wanddiktes van .250 inch tot 2.0 inch. Deze pijpleidingen, die vaak worden gebruikt om vloeistof en lucht te transporteren, voldoen aan de volgende normen: AWWA C200, ASTM 139, ASTM 134 en ASTM 135.
Stalen buizen hebben veel voordelen, zoals sterkte en gewicht, installatiegemak en kosten.
Wldsteel is SPFA-gecertificeerd en produceert hydrotest-leidingpijpen met een buitendiameter van 18" OD tot 90" OD met behulp van een dubbel onder poederdek lasproces voor diverse toepassingen, waaronder, maar niet beperkt tot, watertransportleidingen, slurryleidingen, hoofdrioolleidingen, hoofdrioolleidingen, inlaat- en uitlaatleidingen en ruwwaterleidingen. Onlangs is Wldsteel's lijnpijp gebruikt voor waterleidingen in zowel New York City als Texas.
Wldsteel kan stalen pijpeinden machinaal afschuinen, waardoor het eindproduct een veel schonere rand krijgt. Leidingpijpen kunnen ook worden gecoat en bekleed en UT-testen ondergaan, naast de hydrotesten.
Met productie- en voorraadlocaties voor stalen pijpleidingen in heel Noord-Amerika kan Wldsteel snel en efficiënt pijpleidingen leveren per vrachtwagen, spoor of binnenvaartschip aan partners in het hele land.
Ecologisch verantwoord, fiscaal gezond beheer van hulpbronnen is alleen mogelijk met de juiste infrastructuur. Helaas hoef je niet ver te zoeken om voorbeelden te vinden die niet aan het ideaal voldoen - veel daarvan draaien om het gebruik van buizen die niet aan de normen voldoen.
Wldsteel verandert de manier waarop particuliere entiteiten en gemeentelijke belanghebbenden de kritieke bronnen beheren die onze gezamenlijke levenskwaliteit bevorderen. Onze gelaste stalen leiding verhoogt de norm, ongeacht of u deze gebruikt voor riolering, water, mengmest of andere toepassingen.
Diverse staalpijpproducten Elke klus vereist gespecialiseerde hardware en als je niet de juiste producten gebruikt, levert dat desastreuze resultaten op. We hebben een uitgebreide lijn gereedschappen ontwikkeld die zeer goed presterende buizen produceert.
Ongeacht het beoogde gebruik hebben wij een passende oplossing. Met onze spiraalgelaste producten kunnen eenvoudig pijpleidingen worden gemaakt in tal van diameters die geschikt zijn voor gebruik in seismisch actieve zones, en onze gewalste en gelaste producten zijn ideaal voor toepassingen die ongelooflijk dikke wanden vereisen. Bovendien kunnen we
Een reeks lengtes produceren van 9,14 m (30 voet) tot 18,29 m (60 voet)
Maak op maat gesneden uiteinden voor eenvoudiger verbinden op locatie
Leveren van buizen met een buitendiameter van 18 inch tot 90 inch
Vervaardigen van smetteloze afgeschuinde uiteinden die installatie en montage eenvoudiger maken
Nauwkeurige wanddiktes van 6,35 mm (0,250 inch) tot 5,08 cm (2,0 inch).
Kwaliteitstoezicht geschikt voor wereldwijde toepassingen Met Wldsteel line pipe kunnen bouwers gemakkelijk voldoen aan strenge code-, milieu- en veiligheidseisen. Laat ons gewoon weten aan welke industrienorm uw leiding moet voldoen en wij zorgen voor AWWA C200-, ASTM 139-, ASTM 134- of ASTM 135-producten die aan de eisen voldoen.
Heb je een coating of voering nodig? Onze interne specialisten kunnen oppervlaktebehandelingen aanbrengen en ultrasone testen uitvoeren die een perfect resultaat garanderen.
Als een SPFA-gecertificeerd bedrijf zijn we gekwalificeerd om de watermarkt te bedienen met buizen waarop overheidsinstanties en eindgebruikers kunnen vertrouwen. Onze engineeringafdeling is er om u te helpen met uw ontwerpbehoeften. We zijn er trots op te weten dat onze producten het water laten stromen naar enkele van de meest veeleisende bevolkingsgroepen in Noord-Amerika.
We doen er alles aan om de kwaliteit van ons werk te garanderen. Van het handhaven van strenge fabricagecontroles tijdens het dubbel ondergedompelde booglasproces tot het hydro-testen van elke pijp die van onze productielijn rolt, we zijn toegewijd aan het produceren van infrastructuurcomponenten die het niet begeven onder zware omstandigheden.
Wanneer de druk toeneemt, vertrouwen professionals op Wldsteel Leidingbuizen zijn er niet alleen voor standaard watertransmissie. Ze moeten het ook afleggen tegen zwaartekrachtrioleringen, rioolpersleidingen, inlaat- en uitlaatleidingen, potentieel gevaarlijke ruwwaterleidingen en tal van andere toepassingen.
Geen projecttijdlijn is te plotseling en geen eis is te veeleisend. Met productie- en voorraadlocaties voor stalen pijpleidingen in heel Noord-Amerika levert Wldsteel snel en efficiënt op elke werklocatie. Of het nu per vrachtwagen, spoor of binnenschip bij u aankomt, u bent slechts één klik verwijderd van 's werelds toonaangevende leidingpijp, dus neem nu contact op.
The condenser is important auxiliary equipment in the thermal generator set. The condenser is generally composed of neck, casing, water chamber, tube bundle, tube plate, support rod, steam baffle, air cooling area, hot well and other parts, which is the key equipment to determine and affect the load and thermal efficiency of a steam turbine. The heat exchange tube, as the main heat transfer component of the condenser, is the key component of the condenser. With the increase of suspended solids, chloride ions and sulfur ions in the cooling circulating water, there is a higher requirement for a condenser cooling pipe.
Condenser heat exchanger pipe should have excellent heat transfer performance, good corrosion resistance, erosion resistance and wear resistance, but also should have good strength and stiffness, as well as economic and good processing performance. The materials of condenser heat exchange pipe are mainly copper alloy pipe, Austenitic stainless steel pipe, Ferrite stainless steel pipe, Duplex stainless steel pipe, titanium and titanium alloy pipe. The copper alloy pipe mainly includes military brass pipe (C26800), tin-brass pipe, aluminum-brass pipe, nickel-copper pipe, etc. Stainless steel grades mainly include Austenitic stainless steel tube TP304, TP316L, TP317L and Ferrite stainless steel grades TP439, TP439L, and duplex stainless steel tube 2205, 2507, titanium and titanium alloy tube mainly includes GR1, GR2, GR5, etc..
Leidingmaterialen
Voordelen
Nadelen
Koperen buizen
Goede verwerkingsprestaties, matige prijs
Slechte tolerantie voor complexe waterkwaliteit, slechte sterkte, stijfheid, verwerkbaarheid bij het lassen.
Austenitisch roestvast staal
Uitstekende erosiebestendigheid, goede sterkte, plasticiteit, bewerkbaarheid en lasbaarheid.
Cr-Ni Austenitisch roestvast staal heeft een slechte weerstand tegen chloride-ion corrosie
Ferriet Roestvrij staal
Groot warmtegeleidingsvermogen, kleine uitzettingscoëfficiënt, goede oxidatieweerstand en weerstand tegen spanningscorrosie, ongevoelig voor chloride-ionen
Slechte plasticiteit en taaiheid, vooral na dieptrekken en andere grote vervorming van koude verwerking, lassen en andere plasticiteit en corrosieweerstand op hoge temperatuur aanzienlijk verminderd
Uitstekende corrosiebestendigheid, lage dichtheid, licht gewicht, goede uitgebreide prestaties.
Dure
Voor- en nadelen van verschillende materialen voor condensorslangen
Different materials of the heat exchange pipe because of its own characteristics and cost factors, its application scope and working conditions are not the same. The corrosion in the Condenser is always an important problem in boiler accidents in power plants. The condensers of power plants in offshore areas generally use Cu-Zn tubes and Cu-Ni alloy tubes. The corrosion resistance of the latter is better than that of the former, because the thermodynamic stability of Ni is close to that of Cu, and the nanoscale compact and stable surface film will be generated on the surface in water or air. Therefore, the Cu-Ni tube in high saltwater (or seawater) and dilute acid, alkali medium is not easy to corrosion. But once there is an attachment on the surface of the copper tube, pitting will occur. Pitting corrosion is autocatalytic and latent, which will bring great damage. The condenser tube blockage and leakage frequently occur in the offshore area due to seawater backfilling, corrosion, dirt and other reasons. Yongxiang operates the generator set. Why is the brass condenser tube so easy to corrode? It depends on the type of corrosion. The corrosion of copper alloy condenser tube is affected by many factors, and the corrosion types are various, mainly including the following items:
Selectieve corrosie
Omdat de condensor koperen buis is meestal samengesteld uit koper zink legering, zink potentieel lager is dan koper, zodat zink gemakkelijk de anode van corroderende batterij, zodat zink selectief opgelost om de koperen buis corroderen. Uit de theorie en praktijk blijkt dat het corrosieproces van koperen buis nauw samenhangt met de prestaties van de beschermende film op het oppervlak van koperen buis. Als de initiële dichte beschermende film niet wordt gevormd, is de kans op corrosie van koperen buis groter. Als er geen initiële coatingbehandeling van FeSO4 op de koperen condensorbuis plaatsvindt, kan dit ook gemakkelijk leiden tot lokale ontzinkingscorrosie.
Corrosie van het elektrokoppel
Coupling corrosion may occur when two different metal materials come into direct contact in a corrosive medium. In the condenser, the copper alloy condenser tube material is different from the carbon steel tube sheet material in the cooling water potential, there is the possibility of galvanic corrosion between them. The potential of the condenser copper tube is higher than that of the tube plate, which will accelerate the corrosion of the tube plate. But because the thickness of the carbon steel tube plate is larger, generally 25~40mm, the galvanic corrosion won’t affect the safe use in clean freshwater, but in the environment with a high salt concentration of water galvanic corrosion is more likely to occur.
Putcorrosie
Deze corrosie kan optreden op het oppervlak van de koperen buis beschermende film scheuren. Omdat het koelwater Cl en Cu oxidatie gegenereerd door Cu + onstabiele CuCl genereren, kan worden gehydrolyseerd in stabiele Cu2O, en maak de oplossing lokale verzuring thermische apparatuur corrosie. Als de koperen condensorbuis niet volgens schema wordt gereinigd, bevordert de ongelijkmatige afzetting van het oppervlak corrosie en leidt uiteindelijk tot perforatie door corrosie. In de werking van de condensor koperen buis in frequente start-stop, load change groter is, de impact van de high-speed turbine uitlaatgassen stoom, de rol van de koperen buis door wisselende stress, gemakkelijk om de messing oppervlak membraanbreuk, produceren lokale corrosie, putvorming, verminderen materiaal vermoeidheid limiet, en omdat de spanningsconcentratie op de corrosie, pitting bodem is gemakkelijk te kraken, Onder de erosie van NH3, O2 en CO2 in water, wordt de breuk geleidelijk uitgebreid.
Erosion corrosion
This type of corrosion can occur on both the waterside and the steam side, mainly in the waterside. Suspended solids, sand and other solid granular hard objects in circulating cooling water impact and friction on the copper tube at the inlet end of the condenser. After a long time of operation, the inner wall of the front section of the copper tube at the inlet end is rough. Although there is no obvious corrosion pit, the surface is rough, the brass matrix is exposed and the copper tube wall becomes thin. The anodic process of erosion and corrosion can be said to be the dissolution of copper, and the cathodic process is the reduction of O2. The high flow rate will hinder the formation of stable protective film, is also the cause of erosion-corrosion, the general flow rate is not more than 2m/s.
NH3 corrosie
Overtollig NH3 komt de condensor binnen met stoom en concentreert zich lokaal in de condensor. Als er tegelijkertijd O2 aanwezig is, zal NH3-erosie optreden aan de stoomzijde van de koperen buis in dit gebied. Kenmerkend is het gelijkmatig dunner worden van de buiswand en NH3-erosie treedt gemakkelijk op wanneer het ammoniakgehalte in het water 300mg/L bereikt. Het condensaat bij het baffle-gat is te koud en de opgeloste ammoniakconcentratie is verhoogd, wat ook ammoniakerosie in de koperen buis veroorzaakt.
Spanningscorrosie
When the condenser copper tube is not installed properly, vibration and alternating stress will occur in the operation of the copper tube surface to destroy the protective film and corrosion, finally, produce transverse crack to break the copper tube. This is mainly due to the relative displacement of grains inside the copper tube under the action of alternating stress, and the formation of anodic dissolution in the corrosive medium, mostly occurring in the middle of the copper tube.
Microbiële corrosie
Microorganisms can change the medium environment in local areas of the condenser wall and cause local corrosion. The electrochemical corrosion process of metal in cooling water is promoted by the biological activity of microorganisms, which generally occurs on the carbon steel tube plate at the inlet side of the condenser. Cooling water often contains bacteria that thrive on Fe2+ and O2, called iron bacteria, which form brown slime. The anoxic conditions at the bottom of the slime provided a suitable environment for the survival of anaerobic sulfate-reducing bacteria. The combined action of iron bacteria and sulfate-reducing bacteria promotes metal corrosion. Operating temperature on the high side, the corrosion scale inhibitor and water quality and operating temperature are not appropriate, inadequate dosage or concentration fluctuations in the scale, will cause the condenser tube wall local Cl – easy through scale layer, caused the corrosion of the metal matrix, and the corrosion of metal ion hydrolysis, leading to higher medium H + concentration of algae and microbial activities also cause increased acidity of medium, The passivation film on the metal surface is destroyed and the metal matrix is further corroded.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-27 14:16:422025-02-24 08:20:53Het meest gebruikte materiaal voor condensorbuizen
In het vorige artikel introduceerden we wat is bijtend krakenhet type bijtende scheurvorming en de schade van bijtende scheurvorming. Vandaag gaan we verder met het beschrijven van hoe je corrosie door bijtend kraken kunt voorkomen.
Het koolstofstalen materiaal kiezen
Apparatuur van koolstofstaal kan worden gebruikt om natronloog bij kamertemperatuur vast te houden, rekening houdend met de termen sterkte, plasticiteit en gevoeligheid voor bijtende barsten. De 0,20%C gedood koolstofstaal is het meest geschikt voor een bijtende oplossing bij een maximale temperatuur van 46℃. Als de natronloogtemperatuur echter hoger is dan 46℃, is een warmtebehandeling na het lassen nodig om bijtende scheurvorming in lassen van koolstofstaal te voorkomen. De toevoeging van Ti en andere legeringselementen aan koolstofstaal en een warmtebehandeling kunnen het bijtende scheuren ook effectief remmen. De breuktijd van koolstofstalen monsters met 0,73% Ti (massafractie van C 0,105%) werd bijvoorbeeld verlengd van 150 uur tot 1000 uur nadat ze op 650~750℃ werden gehouden en vervolgens door de oven werden afgekoeld. De bovengrens van de gebruikstemperatuur van koolstofstaal en laaggelegeerd staal in NaOH-oplossing wordt weergegeven in de onderstaande tabel.
NaOH, %
2
3
5
10
15
20
30
40
50
Temperatuurgrens,℃
82
82
82
81
76
71
59
53
47
Restspanning verminderen
Interne restspanningen, zoals zijdelingse uitlijning, hoekvervorming en holtes, moeten tijdens de fabricage en installatie geminimaliseerd worden. Het werkstuk wordt vaak verwarmd tot een vooraf bepaalde temperatuur en lang genoeg vastgehouden om de restspanning tot een aanvaardbaar niveau te reduceren, dat afhankelijk is van tijd en temperatuur. Normaal moet er langzamer worden afgekoeld om nieuwe spanningen te voorkomen. De spanningsarmgloeitemperatuur van koolstofstaal en laaggelegeerd staal na het lassen mag niet lager zijn dan 620 ℃ en de wachttijd moet worden berekend op basis van 1 uur / 25 mm (dikte). Redelijke lasverbindingen, het aantal en de lengte van lassen zo veel mogelijk beperken, eerst een korte lasrups lassen en dan een lange lasrups om de restspanning te verminderen. U kunt ook kiezen voor een redelijk assemblageproces en gebruik maken van gereserveerde krimprand of omgekeerde vervorming, stijve bevestigingsmethode om lasvervorming te voorkomen.
Je kunt enkele maatregelen nemen om de plaatselijke onevenwichtige interne spanning voor de klinkconstructie te verminderen, zoals de uniforme plaatsing van klinkgaten om overmatige klinkdruk te voorkomen, enz. De restspanning is de belangrijkste factor die alkalibroosheid veroorzaakt. De restspanning is de belangrijkste factor die alkalibroosheid veroorzaakt. Om de restspanning van lasverbindingen te verminderen, moeten maatregelen worden genomen voor het lasproces, zoals lage lichtenergie, voorverwarming voor het lassen, de juiste lasvolgorde en -richting en hameren tussen de lagen. De effectieve maatregelen om bijtende scheurvorming te voorkomen zijn warmtebehandeling om spanning te elimineren na koudvervormen en de vervaardiging van lasstructuren.
Corrosieremmer toevoegen
De vaak gebruikte corrosieremmers zijn Na3PO4, NaNO3, NaNO2, Na2SO4, enz., waaronder NaNO2 zeer effectief is in het voorkomen van alkalibrosheid.
De dosering wordt bepaald aan de hand van de experimentele resultaten. De verhouding NaNO3/NaOH om alkali-embrilling te voorkomen moet bijvoorbeeld groter zijn dan 0,4 en die van Na2SO4/NaOH groter dan 5.
Bedrijfstemperatuur verlagen
Keep the operating temperature below 46° C as low as possible, such as heating coils intermittently.
To prevent the concentrated
It is an effective measure to prevent caustic cracking to reduce or prevent local concentration increase or repeated evaporation and concentration of alkali during design.
Prepare in advance
Replace the material of main pipelines and equipment with 304 stainless steel to increase the temperature of caustic cracking and the temperature of fracture area. Reduce the steam tracing time as much as possible, and heat treatment of the main line and equipment before use to eliminate stress concentration and avoid caustic cracking.
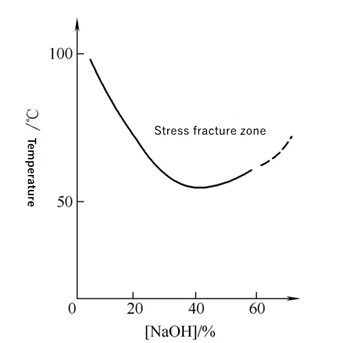
Het bijtende Barsten, dat ook als bijtende verbrossing wordt bekend, is het metalen barsten in alkalische oplossingen toe te schrijven aan de gecombineerde actie van trekspanning en corrosieve media, is een type van SCC. De oorzaak het barsten van drukboiler komt hoofdzakelijk in de delen voor waar de stoom herhaaldelijk wordt verdampt en gecondenseerd of in contact met bijtende soda, die koolstofstaal, laag legeringsstaal, ferrietstaal en austenitisch roestvrij staalmateriaal kan zijn. Oorzaak kraken explosie ongevallen komen vaak voor in ketels systeem, ook veroorzaakt door Na + concentratie kan ook optreden in autoclaps, restwarmte terugwinning systemen en Al2O3 verdampers van elektrolytisch aluminium ondernemingen in chloor-alkali chemische fabrieken, papierfabrieken en kernenergie-industrie.
Wanneer de natriumhydroxideconcentratie hoger is dan 5%, zullen koolstofstalen en laaggelegeerde stalen stoompijpleidingen waarschijnlijk bijtende scheuren vertonen, treedt alkalispanningscorrosie over het algemeen op bij meer dan 50~80℃, vooral in de buurt van het kookpunt van het gebied met hoge temperaturen, alkaliconcentratie van 40% ~ 50%. Volgens de theorie, wanneer de massafractie van lokale NaOH groter is dan 10%, zal de beschermende oxidelaag van het metaal worden opgelost, en het matrixmetaal zal verder reageren met de alkali om losse en poreuze magnetische corrosieve oxiden te vormen, en de waterige oplossing is alkalisch. Zolang er 10~20mg-L-1 NaOH in het water van de boiler of warmtewisselaar zit, kan lokale herhaalde verdamping leiden tot de concentratie van alkali onder het sediment of in de spleten, waardoor lokale alkalicorrosie ontstaat.
De factoren die de gevoeligheid van caustisch kraken beïnvloeden
Bijtende scheurvorming treedt gemakkelijk op in de geconcentreerde delen van alkali-houdende vloeistof met hoge restspanning, zoals lasnaaddelen, dit type SCC ontwikkelt zich meestal interkristallijn en de breuken zijn gevuld met oxiden.
De alkalibrosse scheuren in het koolstofstaal stoomleiding verschijnen als fijne interkristallijne scheurtjes met oxiden. Er zijn verschillende hoofdfactoren die de brosheid van alkali bepalen: alkaliconcentratie, metaaltemperatuur en trekspanning. Experimenten tonen aan dat sommige bijtende scheuren binnen een paar dagen ontstaan, terwijl de meeste ontstaan bij blootstelling aan meer dan 1 jaar. Het verhogen van de alkaliconcentratie en de temperatuur kan de scheurvorming verbeteren.
Medium
Bijtende barstvorming is de corrosie die optreedt bij hoge temperaturen in geconcentreerde loog. Als de massafractie van NaOH lager is dan 5%, zal er geen bijtend kraken optreden. Deze geconcentreerde loog kan het werkmedium zijn of kan tijdens het proces worden verzameld. Hoe hoger de concentratie van natronloog, hoe groter de gevoeligheid van bijtende kraken, die niet alleen gerelateerd is aan de concentratie van de alkali, maar ook afhangt van de temperatuur van de oplossing.
De temperatuur
De scheurbreuktijd van staal voor stoomleidingen met een laag koolstofgehalte neemt toe met de afname van de spanning. Het blijkt dat het metaal in de warmte-beïnvloede zone met de grootste restplastische vervorming, dat wil zeggen het metaal dat tijdens het lasproces tot 500~850℃ wordt verhit, de grootste neiging tot SCC heeft. Bij het onderhoud van alkali-installaties bleek dat de metalen die tijdens het lassen bij temperaturen boven 550℃ en iets lager dan de herkristallisatiezone werden verhit, de grootste scheurneiging in alkalische oplossing hadden, waarbij de lasrestspanning en microstructuurspanning het grootst zijn.
Metalen elementen
Omdat het bijtende kraken en de nitraatbroosheid van koolstofstaal met een laag koolstofgehalte langs de korrel wordt gebroken, is de theorie dat de gevoeligheid van deze broosheid wordt veroorzaakt door de segregatie van C, N en andere elementen op de korrelgrens. De chemische elementen die het caustisch kraken van staal voor stoompijpleidingen met laag koolstofgehalte veroorzaken, zijn de volgende:
C- en N-segregatie bij korrelgrenzen verhoogt de gevoeligheid voor caustisch barsten;
Het effect van sporenelementen door de segregatie van S, P, As en andere onzuiverheden bij korrelgrenzen verhoogt de gevoeligheid voor alkalibrosheid. Een kleine hoeveelheid La, Al, Ti en V kan echter te wijten zijn aan het verminderen van de segregatie van schadelijke onzuiverheden in de korrelgrens waardoor de gevoeligheid voor alkalibrosheid afneemt.
Het bijtende kraken neemt toe naarmate de korrelgrootte toeneemt;
Warmtebehandeling. De gevoeligheid voor caustische scheurvorming van het staal na het sferoïderen is groter dan die van de genormaliseerde toestand, wat te wijten kan zijn aan de toename van de korrelgrenssegregatie tijdens het sferoïderen van de carbiden.
Potentieel
De gevoelige potentiaal van bijtende kraken van lage koolstof stoom pijpleiding staal in kokende 35% ~ 40% NaOH oplossing is -1150 ~ 800mV (SCE), en de potentiaal van bijtende kraken optreedt in het bereik van -700mV (SCE) bij het kookpunt (120 ℃). Bij de kritische potentiaal neemt de sectiekrimp van het monster sterk af. De röntgenstructuuranalyse laat zien dat de Fe3O4 beschermende film wordt gevormd op het oppervlak van het monster.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-19 09:02:562021-04-19 09:03:25Wat zijn de caustische barsten in de stoomleiding?
Epoxy koolteer is een soort ] corrosiepreventie coatings met uitstekende slagvastheid en waterbestendigheid, bestaan uit de gewijzigde epoxyhars, polyamidehars, koolteer, vulstoffen en additieven, die uitstekende waterbestendigheid, microbiële weerstand tegen corrosie, goede hechting, taaiheid, vochtbestendig. Het kan allerlei ionenetsen verhinderen, wijd in staal is gebruikt dat in ondergrondse oliepijpleiding, waterpijp, anticorrosion van wordt gebruikt rioolbuizenenz. Epoxy koolteer asfalt anticorrosieve laag is onderverdeeld in algemene anticorrosieve, versterkte anticorrosieve (een laag drie olie) en speciale versterkte anticorrosieve (twee laag vier olie). Epoxy koolteer asfalt anticorrosieve stalen buis is een anticorrosieve vorm van glasdoeklaag en anticorrosieve coating. De hoogwaardige epoxy koolteer met corrosiewerende coating heeft een glad oppervlak, nauwe hechting met glasdoek, is niet gemakkelijk af te pellen en heeft geen sterke penetrante geur na volledige droging.
Toepassingen
Omdat het bladvormige ijzerpigment in de deklaag en de primer die, die een dichte, stevige, ondoordringbare deklaag kunnen vormen, zodat de anticorrosieve deklaag van het epoxiekolenplaats ook lage waterdamp doordringbaarheid en uitstekende waterweerstand heeft, kan voor schipbodem, ballasttank, werfstaalstapel, de steun van het mijnstaal, zure tank, waterpijpleiding en industriële en mijnbouwkoelwaterpijpleidingsmuur anticorrosief, anticorrosief en lekkage van onderwaterstaalstructuur en cementcomponenten, ondergrondse pijpleiding en gasopslagtank onder de bescherming worden gebruikt; Kust- en zoutgebieden in gebieden met hoge temperaturen; Anti-corrosie van binnen- en buitenwanden van chemische en andere pijpleidingen. Tegelijkertijd is het ook geschikt voor lange jaren van natte omgeving zoals rioolwaterzuivering of bouwomgeving natte ondergrond oppervlak en coating eisen taaiheid van de hogere delen.
Opslag en transport
1. Als het niet op tijd kan worden gebruikt, moet het binnen worden opgeslagen om schade door de zon aan de coating te voorkomen; gebruik een UV-bestendige afscherming als het buiten is.
2. De bouw moet worden uitgevoerd onder goede ventilatieomstandigheden. Open vuur is ten strengste verboden op de bouwplaats;
3. Besteed aandacht aan de verandering van klimaat en temperatuur. Het is niet geschikt voor constructie in de omgeving van regen, mist, sneeuw of relatieve vochtigheid groter dan 80%.
De constructietemperatuur moet hoger zijn dan 10℃;
4. Gewelddadige botsing, extrusie en opslag zijn verboden tijdens het transport.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-12 08:24:542021-04-12 08:24:56Waarvoor wordt de met epoxy koolteer gecoate stalen buis gebruikt?
Stalen buispaal fundering heeft de kenmerken van snelle constructie, veiligheid en zeer gemechaniseerde werking, en wordt vaak veel gebruikt in grote offshore bruggen, substructuren van havens en werven, tijdelijke platforms en schragen, enz. Vergeleken met de fundering van gewapend beton heeft de fundering van stalen buispalen de volgende voordelen:
Lichtgewicht, zeer sterk, gemakkelijk te laden en te vervoeren;
Hoge draagkracht. Het staal kan effectief in de harde grond worden gedreven en het palenlichaam is niet gemakkelijk te beschadigen en kan een grote enkele paal draagkracht verkrijgen;
De lengte is eenvoudig aan te passen en kan naar behoefte worden aangepast door verbinden of snijden.
Een kleine hoeveelheid grond loopt weg. De onderkant van de paal is open. Bij het heien van de paal is het grondverdringend volume van de paalbuis sterk verminderd in vergelijking met dat van de betonpaal met massieve kern, en is de verstoring van de omliggende fundering minder en de verplaatsing minder.
Het kan worden gelast, is eenvoudig te bedienen en snel te bouwen.
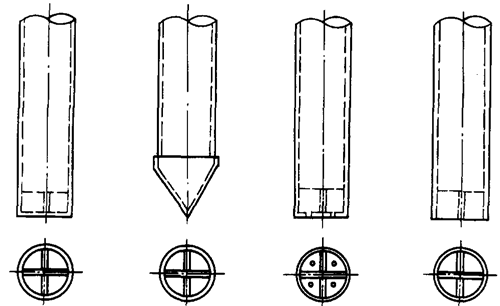
Stalen buispalen worden meestal gemaakt van gewoon koolstofstaal, met een treksterkte van 402MPa en een vloeigrens van 235,2MPa, of volgens de ontwerpvereisten. Het kan een SSAW-pijp en een LSAW-pijp. SSAW stalen buis heeft een hoge stijfheid en wordt vaak gebruikt. Om het transport te vergemakkelijken en de hoogte van het paalframe te beperken, worden stalen buispalen meestal samengesteld uit respectievelijk een bovensectie, een ondersectie en meerdere middensecties. De lengte van elke sectie is meestal 13m of 15m, zoals weergegeven in de figuur:
A) Stapel in het onderste gedeelte;
(b) Middenprofielpaal;
(c) Bovenste sectie paal
Het onderste uiteinde van de stalen buispaal is verdeeld in openen en sluiten. De structuur en het type worden in de onderstaande figuur weergegeven:
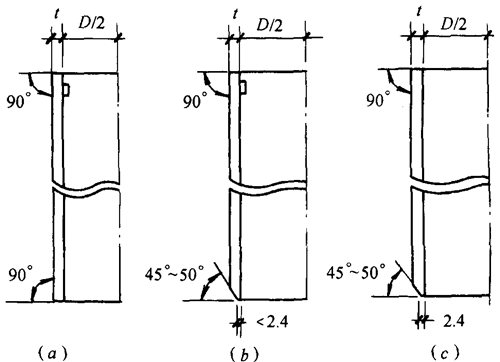
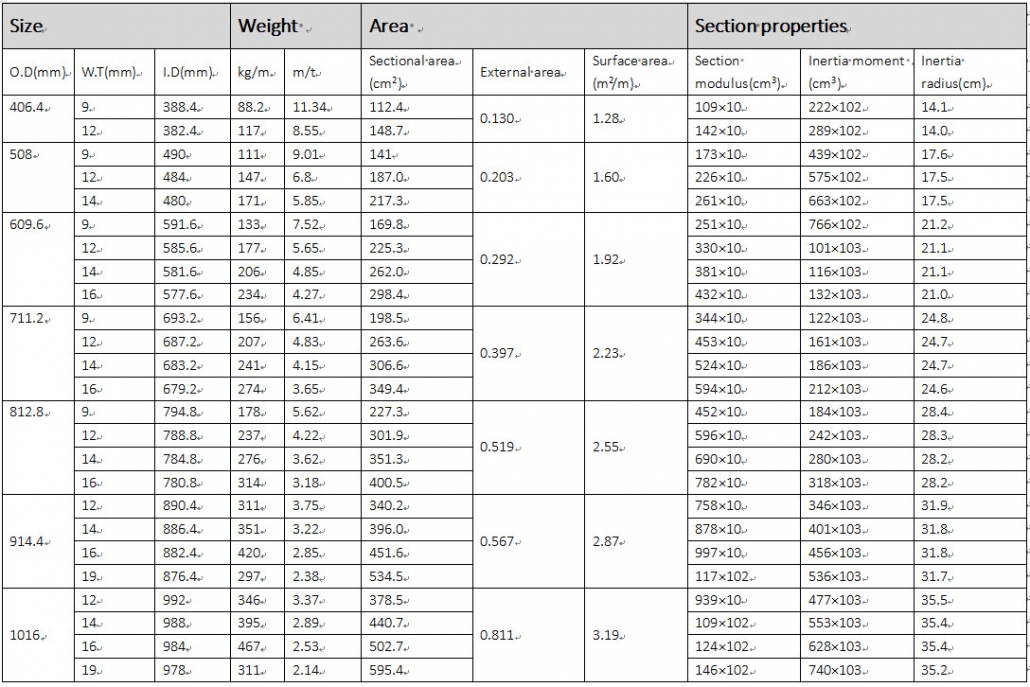
De diameter van de stalen buispaal is φ406.4-φ2032.0mm en de wanddikte is 6-25mm.
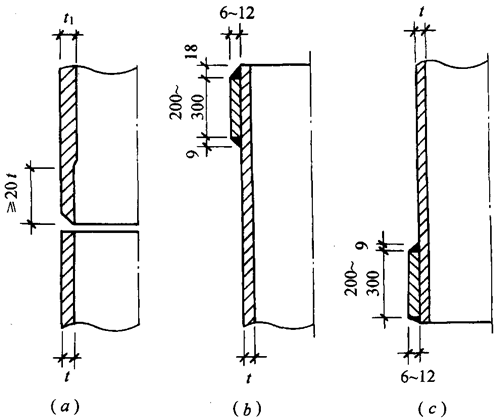
We moeten rekening houden met de technische geologie, belasting, funderingsvlak, bovenbelasting en constructieomstandigheden. Veelgebruikte specificaties zijn 406,4 mm, 609,6 mm en 914,4 mm, wanddikte 10, 11, 12,7, 13 mm, enz. Over het algemeen hebben de palen in de bovenste, middelste en onderste sectie dezelfde wanddikte. Om de bovenkant van de paal bestand te maken tegen de enorme hamerslag en radiale instabiliteit te voorkomen, moet de wanddikte van het bovenste gedeelte van de paal soms worden vergroot of moet een platte stalen wapeningskraag van 200~300 mm breed en 6~12 mm dik worden toegevoegd aan de buitenste ring van de paal. paalbuis. Om de wrijvingsweerstand van de verzakkende paalpijp te verminderen en te voorkomen dat het uiteinde door vervorming beschadigd raakt bij het binnendringen in de harde grondlaag, wordt ook een verstevigingskraag aan het onderste uiteinde van de stalen buispaal geplaatst. Voor stalen buizen van Φ406,4 ~ Φ914,4 mm is de grootte van de versterkingskraag 200~300 mm*6~12 mm.
(a) Constructieve vormen van stalen buispalen met verschillende wanddiktes;
(b) Verstevigingskraag bovenop palen;
(c) Versterkingsmanchet aan de onderkant van de paal
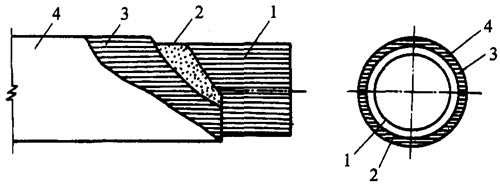
De accessoires van stalen buispalen bestaan voornamelijk uit een paalkap die bovenop de paal is gelast voor het dragen van de bovenbelasting, een platte stalen strip, een beschermring aan de onderkant van de paal en een koperen klem die op de paalverbinding is gelast. Om de negatieve wrijving van zachte grond op de draagkracht van palen te verminderen, wordt een laag speciaal asfalt, polyethyleen en andere composietmaterialen op het buitenoppervlak van het bovenste uiteinde van de stalen buispaal aangebracht om een glijlaag van 6~10 mm te vormen, waardoor de negatieve wrijving met 4/5-9/10 wordt verminderd.
Structuur van de glijdende laag van stalen buispalen:
1 Stalen buispaal;
2 Grondlaag;
3 Schuiflaag;
4 Oppervlak
https://www.wldsteel.com/wp-content/uploads/2021/03/S40.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-03-29 14:13:402021-03-29 14:26:10Het ontwerp van stalen buispalen
In the offshore and inland alluvial plain region, the thickness of 50 ~ 60 m soft soil layer of the upper load is big and can not directly as a bearing layer, the low compression bearing layer is always deep, where usually use the general structure of steel pile with a pile hammer producing a large impact on it. Steel pipe pile reinforcing foundations are suitable than conventional reinforced concrete and prestressed concrete pile at this time.
Steel Pipe Pile is generally made of spiral welded steel pipe by plain carbon steel plate. At present, steel pipe piles are mainly used in offshore areas environment were surrounded by deep water and the large impact force of waves, currents and ships. The steel pipe pile has a series of advantages like high strength and great bending resistance. Good elasticity, can absorb large deformation, reduce the ship to the dock building impact force; Convenient construction, can speed up the construction progress of wharf facilities. Here are the commonly used specifications of steel pipe piles.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-03-27 10:56:192021-03-27 12:19:20De specificaties van stalen buispalen
De sterkte van staal verwijst naar de vervorming en breuk van metalen materialen onder invloed van externe krachten, die over het algemeen de treksterkte, buigsterkte en druksterkte omvatten. Hoe beter staal bestand is tegen externe krachten, hoe sterker het staal is. Dus hoe kunnen we de sterkte van staal verbeteren?
Solutie Sversterking van
De vaste oplossing van legeringselementen in het matrixmetaal veroorzaakt een zekere roostervervorming en verhoogt de sterkte van de legering. De roostervervorming verhoogt de weerstand van dislocatiebeweging en maakt het moeilijk om te glijden, waardoor de sterkte en hardheid van de vaste oplossing van de legering toenemen. Dit fenomeen van het versterken van een metaal door het oplossen in een oplosbaar element om een vaste oplossing te vormen, wordt vaste oplossing versterking genoemd.
De sterkte en hardheid van het materiaal nemen toe met de juiste concentratie van opgeloste atomen, maar de taaiheid en plasticiteit nemen af. Hoe hoger de atoomfractie van het opgeloste atoom is, hoe groter het atoomgrootteverschil tussen het opgeloste atoom en het matrixmetaal is en hoe sterker de versterking is.
De interstitiële opgeloste atomen hebben een groter oplossingsversterkend effect dan de substitutieve atomen, en het versterkende effect van interstitiële atomen is groter dan dat van oppervlakte-gecentreerde kubische kristallen omdat de roostervervorming van interstitiële atomen in lichaamsgecentreerde kubische kristallen asymmetrisch is. De vaste oplosbaarheid van interstitiële atomen is echter zeer beperkt en het werkelijke versterkende effect is ook beperkt. Hoe groter het verschil in het aantal valentie-elektronen tussen het oplosatoom en het substraatmetaal is, hoe duidelijker de versterking van de oplossing is, dat wil zeggen dat de vloeigrens van de vaste oplossing toeneemt naarmate de concentratie van valentie-elektronen toeneemt.
Hard werken
Met de toename van koude vervorming nemen de sterkte en hardheid van metaalmaterialen toe, maar de plasticiteit en taaiheid nemen af. Koudvervormen is het fenomeen dat de sterkte en hardheid van metaalmaterialen toenemen terwijl de plasticiteit en taaiheid afnemen tijdens plastische vervorming onder de herkristallisatietemperatuur. Omdat het metaal in de plastische vervorming, korrelslip, dislocatie veroorzaakt korrelverlenging, fragmentatie en fibrose, het metaal interne restspanning. Werkharding wordt meestal uitgedrukt door de verhouding van de microhardheid van de oppervlaktelaag na bewerking en voor bewerking en de diepte van de hardingslaag.
Werkharding kan de snijprestaties van koolstofarm staal verbeteren en de spaan gemakkelijk te scheiden maken, maar het brengt moeilijkheden met zich mee voor de verdere bewerking van metalen onderdelen. Bijvoorbeeld, in het proces van de koudgewalste staalplaat en koudgetrokken staaldraad, wordt het energieverbruik van de tekening verhoogd en zelfs gebroken, dus het moet door middel van tussenliggende gloeien om werk verharding te elimineren. In het snijproces te maken het oppervlak van het werkstuk bros en hard, verhoging van de snijkracht en versnellen gereedschapsslijtage, enz.
Het verbetert de sterkte, hardheid en slijtvastheid van staal, vooral voor die zuivere metalen en sommige legeringen waarvan de sterkte niet kan worden verbeterd door warmtebehandeling. Zoals koud getrokken hoge sterkte staaldraad en koude coil lente, is het gebruik van koude verwerking vervorming van de sterkte en elastische grens te verbeteren. Het spoor van een tank, tractor en de wissels van de spoorwegen maken ook gebruik van werkverharding om de hardheid en slijtvastheid te verbeteren.
Fijnkorrelige versterking
De methode om de mechanische eigenschappen van metaal te verbeteren door de korrel te verfijnen wordt fijnkorrelversterking genoemd. We weten dat een metaal een polykristal is dat bestaat uit vele korrels, en de grootte van de korrels kan worden uitgedrukt door het aantal korrels per volume-eenheid. Hoe meer, hoe fijner de korrels. De experimenten tonen aan dat het metaal met de fijne korrel een hogere sterkte, hardheid, plasticiteit en taaiheid heeft dan het metaal met de grove korrel bij normale temperatuur. Dit komt omdat de fijne korrels in meer korrels kunnen worden gedispergeerd wanneer plastische vervorming optreedt onder externe kracht, zodat de plastische vervorming uniformer is en de spanningsconcentratie klein.
Bovendien is het zo dat hoe fijner de korrel is, hoe groter het gebied van de korrelgrens is en hoe kronkeliger de korrelgrens is, hoe nadeliger de scheurgroei is. Daarom wordt de industriële methode om de materiaalsterkte te verbeteren door de korrel te verfijnen fijnkorrelversterking genoemd. Hoe meer korrelgrenzen, hoe kleiner de spanningsconcentratie en hoe hoger de vloeigrens van het materiaal. Methoden om de korrel te verfijnen zijn onder andere: de mate van onderkoeling verhogen;
Metamorfe behandeling;
Trillingen en agitatie;
Koudvervormde metalen kunnen worden verfijnd door de mate van vervorming en de gloeitemperatuur te regelen.
Tweede fase Versterking
Naast de matrixfase bestaat de tweede fase in de meerfasige legering in vergelijking met de eenfasige legering. Als de tweede fase gelijkmatig verdeeld is in de matrixfase als fijn gedispergeerde deeltjes, zal het versterkende effect aanzienlijk zijn. Deze versterking wordt tweede fase versterking genoemd. Voor de dislocatiebeweging heeft de tweede fase van de legering de volgende twee voorwaarden: (1) versterking door een onvervormbaar deeltje (een omleidingsmechanisme). (2) Het versterkende effect van vervormbare deeltjes (een snijmechanisme).
De dispersieversterking en de precipitatieversterking behoren beide tot de speciale gevallen van de tweede faseversterking. De belangrijkste reden voor de versterking van de tweede fase is de interactie tussen hen en de dislocatie, die de dislocatiebeweging belemmert en de vervormingsweerstand van de legering verhoogt.
In het algemeen is het belangrijkste dat de sterkte beïnvloedt de samenstelling van het metaal zelf, de organisatorische structuur en de oppervlaktegesteldheid, gevolgd door de spanningstoestand, zoals de snelheid van de nakracht, de belastingsmethode, het eenvoudige uitrekken of herhaalde spanning, ze zullen een verschillende sterkte vertonen; Bovendien hebben de vorm en grootte van het metaal en het testmedium ook een effect, soms zelfs doorslaggevend, zoals de treksterkte van ultrasterk staal kan exponentieel afnemen in een waterstofatmosfeer.
Er zijn twee manieren om de sterkte te verbeteren: één is het verbeteren van de interatomaire bindingskracht van de legering om de theoretische sterkte te verbeteren en om een compleet kristal te produceren zonder defecten zoals whiskers. De sterkte van de bekende ijzeren whiskers ligt dicht bij de theoretische waarde, wat verondersteld kan worden te wijten te zijn aan het gebrek aan dislocaties in de whiskers of aan het feit dat ze slechts een klein aantal dislocaties bevatten die zich niet kunnen vermenigvuldigen tijdens deformatie. Wanneer de diameter van de whisker echter groot is, zal de sterkte sterk afnemen. Ten tweede wordt er een groot aantal kristaldefecten in het kristal geïntroduceerd, zoals dislocatie, puntdefecten, heterogene atomen, korrelgrenzen, sterk verspreide deeltjes of inhomogeniteit (zoals segregatie), enz. Deze defecten belemmeren de dislocatiebeweging en verbeteren de metaalsterkte aanzienlijk. Dit bleek de meest effectieve manier te zijn om de sterkte van het metaal te verhogen.
https://www.wldsteel.com/wp-content/uploads/2021/03/timg-12.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-03-25 12:10:272021-03-25 12:17:25Hoe de sterkte van staal verbeteren?