일반적으로 구조용 강판의 표면 처리는 부식 방지와 내구성을 높이기 위해 필요합니다. 표면 처리의 품질은 코팅된 공작물의 피착재에 대한 코팅의 접착력과 재료의 내식성에 직접적인 영향을 미칩니다. 오일, 그리스, 먼지 및 기타 오염 물질은 페인트 필름이 떨어지거나 다양한 외관 결함을 유발할 수 있으며, 부식 방지 코팅은 강판의 페인트 층과 기본 강철의 매끄러운 표면의 부식 방지 보호를 향상시킬 수 있습니다. 일반적인 방식 코팅은 SA2.5 이상의 기판 표면 청결도를 요구하며, 강판 표면 코팅은 수처리 산업, 펄프 및 제지 공장, 교량 및 해양 시설에 탁월한 부식 방지 기능을 제공합니다.
설계 및 도면에 따르면 교량 지지대의 노출된 부분의 부식 방지 코팅과 충격 흡수를 위한 강판 서비스 수명을 연장하기 위해 처리됩니다. 주요 시공 방법은 보호 목적을 달성하기 위해 강판의 설계 위치 요구 사항에 따라 에폭시 아연이 풍부한 프라이머 시공입니다. 공정에는베이스 표면 세척 → 프라이머 코팅 (에폭시 아연이 풍부한 프라이머 50μm, 2 회) → 마감 코팅 (개질 폴리 우레탄 탑 코트 50μm, 2 회) → 검사 및 수락이 포함됩니다. 코팅의 지원 계획은 다음과 같습니다:
항목
코트 페인팅
색상
페인트 필름 두께
이론적 페인트(g/m2)
코팅 간격(20℃)
표면 처리
표면은 품질 표준 Sa2.5로 엄격하게 녹을 제거해야 합니다.
첫 번째 레이어(2회)
에폭시 아연이 풍부한 프라이머 - 기존 50% 아연
회색
80-100μm
40-50μm/시간
1~7일
두 번째 레이어 (2번)
부식 방지 탑코트 개질 폴리우레탄 탑코트
녹색
80-100μm
40-50μm/시간
1~7일
베이스 표면 청소
페인트를 칠하기 전에 지지대 강판과 쇼크 업소버 플레이트의 노출된 부분의 코팅과 녹을 앵글 그라인더로 연마합니다. 녹 제거의 품질 기준은 SA2.5입니다.
프라이머 코팅 (에폭시 아연이 풍부한 프라이머 50μm, 2회 도장)
1) 에폭시 아연이 풍부한 프라이머는 9∶1의 비율에 따라 페인트의 점도를 제어하고 페인트 색상과 점도가 균일하고 25 ~ 30 분 경화되도록 시스템을 완전히 교반해야하며 페인트는 4 ~ 6 시간 이내에 소진되어야합니다.
2) 프라이머의 첫 번째 레이어 브러싱 방향은 일관되고 깔끔해야 합니다. 브러시에 페인트가 너무 많이 묻지 않도록 여러 번 덧바르세요.
3) 첫 번째 브러시 후 일정 시간을 유지하여 페인트가 마르지 않도록 페인트 흐름이 떨어지지 않도록합니다. 첫 번째 건조 후 두 번째로 브러시하십시오. 방향은 처음과 수직이어야 하며 필름 두께는 균일해야 합니다.
마감 코팅(개질 폴리우레탄 마감 50μm, 2회)
1) 상단 페인트는 녹색입니다. 마감 코팅은 적절한 비율에 따라 동일한 색상의 수정 된 폴리 우레탄 마감으로 만들어야합니다. 사용 전에 완전히 혼합하고 코팅이 떨어지지 않도록 균일 한 색상으로 입자가 보이지 않도록하십시오.
2) 방법과 방향은 위 과정과 동일해야 합니다.
3) 탑 코트와 프라이머 사이의 코팅 간격은 2일 이상이어야 합니다.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-30 08:55:212021-04-30 12:11:01구조용 강판의 부식 방지 코팅 처리
API 5L X42 강관 파이프는 일반적으로 송전선, 배전 본선 및 해양 파이프 라인 시스템에서 석유 및 가스 운반에 사용되며, 중하이는 고압 응용 분야를 위해 X 70을 통해 용접 및 이음매없는 API 5L 등급을 공급하며, 우리가 공급하는 모든 API 5L X42 강관 제품은 국제 표준 API 5L에 도달할 수 있으며, 우리 회사의 생산은 API 5L, CE, UKAS, PED 및 ISO9001 통합 관리 (품질) 시스템에 따라 수행됩니다.
원산지: 중국 애플리케이션: 송전선, 배전 본선 및 해양 파이프라인 시스템에서 석유 및 가스 운송에 널리 사용됩니다. 스틸 라인 파이프 표준: API 5L X42 외경: 21.3mm-914mm 벽 두께: 2mm-50mm 길이: 랜덤 6m-12m 또는 고정 6m,12m 필요한 경우 베벨 파이프 끝과 검은색 방청 페인트를 사용할 수 있습니다. 또한 고객의 주문에 따라 처리할 수도 있습니다. 스틸 라인 파이프 포장: 번들 또는 벌크. 20피트 또는 40피트 컨테이너 1개에 최대 26톤을 적재할 수 있습니다.
Wldsteel은 30'에서 60'까지의 길이와 .250 인치에서 2.0 인치의 벽 두께로 나선형 용접 및 압연 및 용접 된 용접 강철 라인 파이프를 생산합니다. 액체와 공기를 이송하는 데 자주 사용되는 이러한 라인 파이프는 다음 표준을 충족합니다: AWWA C200, ASTM 139, ASTM 134 및 ASTM 135.
강관은 강도와 무게, 설치 용이성, 비용 등 여러 가지 장점이 있습니다.
Wldsteel은 SPFA 인증을 받았으며 송수관, 슬러리 파이프, 중력 하수도 본관, 하수력 본관, 취수 및 배출 라인, 원수 라인을 포함하되 이에 국한되지 않는 다양한 애플리케이션을 위해 이중 침수 아크 용접 공정을 사용하여 18" OD ~ 90" OD 수압 테스트 라인 파이프를 생산합니다. 최근에는 뉴욕과 텍사스의 수도관에 Wldsteel의 라인 파이프가 사용되었습니다.
더블유디스틸은 베벨 강관 끝단을 가공할 수 있어 완제품의 가장자리가 훨씬 더 깨끗합니다. 라인 파이프는 수압 테스트 외에도 코팅 및 라이닝이 가능하며 UT 테스트를 거칩니다.
북미 전역에 강관 제조 및 재고 보관소를 보유한 Wldsteel은 트럭, 철도 또는 바지선을 통해 전국의 파트너에게 신속하고 효율적으로 강관을 배송할 수 있습니다.
생태적으로 책임감 있고 재정적으로 건전한 자원 관리는 올바른 인프라를 통해서만 가능합니다. 하지만 안타깝게도 이상에 미치지 못하는 사례를 멀리서 찾아볼 필요는 없으며, 그 중 상당수가 표준 이하의 파이프를 사용하고 있습니다.
월드스틸은 민간 기업과 지자체 이해관계자들이 우리의 공동 삶의 질을 향상시키는 중요한 자원을 관리하는 방식을 혁신하고 있습니다. 당사의 용접 강관 라인 파이프는 하수도, 수도, 슬러리 또는 기타 용도에 관계없이 표준을 높입니다.
다양한 강관 제품 모든 작업에는 특수 하드웨어가 필요하며, 올바른 제품을 사용하지 못하면 재앙적인 결과를 초래할 수 있습니다. 당사는 고성능 파이프를 생산하는 광범위한 툴링 라인을 개발했습니다.
대상 용도가 무엇이든, 당사는 그에 맞는 솔루션을 보유하고 있습니다. 당사의 나선형 용접 제품을 사용하면 지진 활성 지역에서 사용할 수 있는 다양한 직경의 라인 파이프를 쉽게 제작할 수 있으며, 당사의 압연 및 용접 제품은 매우 두꺼운 벽이 필요한 애플리케이션에 이상적입니다. 또한, 당사는 다음을 수행할 수 있습니다.
30피트(9.14m)에서 60피트(18.29m)까지 다양한 길이를 제작할 수 있습니다.
현장에서 간편하게 결합할 수 있도록 커스텀 컷 엔드 만들기
외경이 18인치~90인치인 파이프를 배송합니다.
설치 및 피팅을 보다 쉽게 관리할 수 있는 무결점 베벨 끝단 제작
0.250인치(6.35mm)~2.0인치(5.08cm)의 정밀 공차 벽 두께를 제공합니다.
글로벌 애플리케이션에 적합한 품질 감독 Wldsteel 라인 파이프를 사용하면 건축업자는 엄격한 코드, 환경 및 안전 요구 사항을 쉽게 충족할 수 있습니다. 귀사의 라인 파이프가 충족해야 하는 산업 표준을 알려주기만 하면 AWWA C200, ASTM 139, ASTM 134 또는 ASTM 135 제품을 준수할 수 있습니다.
코팅이나 라이닝이 필요하신가요? 당사의 사내 전문가가 표면 처리를 하고 초음파 테스트를 수행하여 완벽한 결과를 보장합니다.
SPFA 인증 기업으로서 당사는 정부 이해관계자와 최종 사용자가 신뢰할 수 있는 파이프로 수도 시장에 서비스를 제공할 수 있는 자격을 갖추고 있습니다. 당사의 엔지니어링은 고객의 설계 요구 사항을 지원합니다. 우리 제품이 북미에서 가장 까다로운 인구에게 물을 공급하고 있다는 사실에 자부심을 느낍니다.
당사는 작업의 품질을 보장하기 위해 많은 노력을 기울이고 있습니다. 이중 침수 아크 용접 공정에서 엄격한 제조 제어를 유지하는 것부터 생산 라인에서 롤아웃되는 모든 파이프를 수압 테스트하는 것까지, 당사는 혹독한 조건에서도 중단되지 않는 인프라 구성 요소를 생산하기 위해 최선을 다하고 있습니다.
압력이 높아질 때, 전문가들은 Wldsteel을 신뢰합니다. 라인 파이프는 일반적인 물 전송에만 사용되는 것이 아닙니다. 또한 중력 하수관로, 하수관로, 취수 및 배수관, 잠재적으로 위험한 원수관로 및 기타 여러 응용 분야에서도 여러 가지 어려움을 이겨내야 합니다.
프로젝트 일정이 너무 급박하지 않고 요구 사항이 너무 까다롭지 않습니다. 북미 전역에 강관 제조 및 재고 보관소를 보유한 Wldsteel은 모든 작업 현장에 신속하고 효율적으로 배송합니다. 트럭, 철도, 바지선 등 어떤 운송 수단을 이용하든 클릭 한 번으로 세계 최고의 라인 파이프를 만나볼 수 있으니 지금 바로 문의하세요.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-27 14:43:562021-04-27 14:43:57용접 강관 라인 파이프를 생산하는 Wldsteel
The condenser is important auxiliary equipment in the thermal generator set. The condenser is generally composed of neck, casing, water chamber, tube bundle, tube plate, support rod, steam baffle, air cooling area, hot well and other parts, which is the key equipment to determine and affect the load and thermal efficiency of a steam turbine. The heat exchange tube, as the main heat transfer component of the condenser, is the key component of the condenser. With the increase of suspended solids, chloride ions and sulfur ions in the cooling circulating water, there is a higher requirement for a condenser cooling pipe.
Condenser heat exchanger pipe should have excellent heat transfer performance, good corrosion resistance, erosion resistance and wear resistance, but also should have good strength and stiffness, as well as economic and good processing performance. The materials of condenser heat exchange pipe are mainly copper alloy pipe, Austenitic stainless steel pipe, Ferrite stainless steel pipe, Duplex stainless steel pipe, titanium and titanium alloy pipe. The copper alloy pipe mainly includes military brass pipe (C26800), tin-brass pipe, aluminum-brass pipe, nickel-copper pipe, etc. Stainless steel grades mainly include Austenitic stainless steel tube TP304, TP316L, TP317L and Ferrite stainless steel grades TP439, TP439L, and duplex stainless steel tube 2205, 2507, titanium and titanium alloy tube mainly includes GR1, GR2, GR5, etc..
파이프 재료
장점
단점
구리 튜브
우수한 처리 성능, 적당한 가격
복잡한 수질에 대한 내성, 강도, 강성, 용접 작업성이 좋지 않습니다.
오스테나이트 스테인리스 스틸
우수한 내식성, 우수한 강도, 가소성, 가공성 및 용접성
Cr-Ni 오스테나이트계 스테인리스강은 염화물 이온 부식에 대한 내성이 약합니다.
페라이트 스테인리스 스틸
큰 열전도율, 작은 팽창 계수, 우수한 내산화성 및 응력 내식성, 염화물 이온에 민감하지 않음
특히 딥 드로잉 및 기타 냉간 가공, 용접 및 기타 고온 가소성 및 내식성의 큰 변형 후 가소성 및 인성이 크게 감소합니다.
듀펙스 스테인리스 스틸
우수한 내식성, 포괄적인 기계적 특성, 용접 특성, 높은 열전도율.
처리가 어렵고 비용이 많이 듭니다.
티타늄 튜브
우수한 내식성, 저밀도, 경량, 우수한 종합 성능.
비싼
콘덴서 튜브의 다양한 소재의 장단점
Different materials of the heat exchange pipe because of its own characteristics and cost factors, its application scope and working conditions are not the same. The corrosion in the Condenser is always an important problem in boiler accidents in power plants. The condensers of power plants in offshore areas generally use Cu-Zn tubes and Cu-Ni alloy tubes. The corrosion resistance of the latter is better than that of the former, because the thermodynamic stability of Ni is close to that of Cu, and the nanoscale compact and stable surface film will be generated on the surface in water or air. Therefore, the Cu-Ni tube in high saltwater (or seawater) and dilute acid, alkali medium is not easy to corrosion. But once there is an attachment on the surface of the copper tube, pitting will occur. Pitting corrosion is autocatalytic and latent, which will bring great damage. The condenser tube blockage and leakage frequently occur in the offshore area due to seawater backfilling, corrosion, dirt and other reasons. Yongxiang operates the generator set. Why is the brass condenser tube so easy to corrode? It depends on the type of corrosion. The corrosion of copper alloy condenser tube is affected by many factors, and the corrosion types are various, mainly including the following items:
선택적 부식
콘덴서 구리 튜브는 대부분 구리 아연 합금으로 구성되어 있기 때문에 아연 전위가 구리보다 낮기 때문에 아연은 부식 배터리의 양극이되기 쉬우므로 아연이 선택적으로 용해되어 구리 튜브를 부식시킵니다. 이론과 실습은 구리 튜브의 부식 과정이 구리 튜브 표면의 보호 필름의 성능과 밀접한 관련이 있음을 보여줍니다. 초기 고밀도 보호막이 형성되지 않으면 구리 튜브의 부식이 발생할 가능성이 더 높습니다. 콘덴서 구리 튜브에 FeSO4의 초기 코팅 처리가 없으면 국부적 인 탈진 부식으로 이어지기 쉽습니다.
전기 커플 부식
Coupling corrosion may occur when two different metal materials come into direct contact in a corrosive medium. In the condenser, the copper alloy condenser tube material is different from the carbon steel tube sheet material in the cooling water potential, there is the possibility of galvanic corrosion between them. The potential of the condenser copper tube is higher than that of the tube plate, which will accelerate the corrosion of the tube plate. But because the thickness of the carbon steel tube plate is larger, generally 25~40mm, the galvanic corrosion won’t affect the safe use in clean freshwater, but in the environment with a high salt concentration of water galvanic corrosion is more likely to occur.
피트 부식
이 부식은 구리 튜브 보호막 파열의 표면에서 발생하기 쉽습니다. 냉각수에는 Cu+에 의해 생성된 Cl과 Cu 산화가 포함되어 불안정한 CuCl을 생성하고, 안정한 Cu2O로 가수분해되어 용액을 국부 산성화 열 장비 부식으로 만들 수 있기 때문입니다. 콘덴서 구리 튜브를 일정에 따라 청소하지 않으면 고르지 않은 표면 침전물이 부식을 촉진하고 결국 점상 부식 천공으로 이어집니다. 빈번한 시작-정지에서 응축기 구리 파이프의 작동에서 부하 변화가 더 크고, 고속 터빈 배기 증기의 영향, 교대 응력에 의한 구리 튜브의 역할, 황동 표면 막 파열, 국부 부식 생성, 부식 구덩이 형성, 재료 피로 한계 감소, 부식시 응력 집중으로 인해 구덩이 바닥이 균열하기 쉽고, 물에서 NH3, O2 및 CO2의 침식 하에서 균열이 점차 확장됩니다.
Erosion corrosion
This type of corrosion can occur on both the waterside and the steam side, mainly in the waterside. Suspended solids, sand and other solid granular hard objects in circulating cooling water impact and friction on the copper tube at the inlet end of the condenser. After a long time of operation, the inner wall of the front section of the copper tube at the inlet end is rough. Although there is no obvious corrosion pit, the surface is rough, the brass matrix is exposed and the copper tube wall becomes thin. The anodic process of erosion and corrosion can be said to be the dissolution of copper, and the cathodic process is the reduction of O2. The high flow rate will hinder the formation of stable protective film, is also the cause of erosion-corrosion, the general flow rate is not more than 2m/s.
NH3 부식
과잉 NH3는 증기와 함께 콘덴서로 유입되어 콘덴서에 국부적으로 농축됩니다. 이때 O2가 동시에 존재하면 이 영역의 구리 튜브 증기 측에서 NH3 침식이 발생합니다. 그 특징은 튜브 벽이 균일하게 얇아지는 것이며, 물의 암모니아 함량이 300mg/L에 도달하면 NH3 침식이 발생하기 쉽습니다. 배플 구멍의 응축수가 너무 차갑고 용존 암모니아 농도가 증가하여 구리 튜브의 환형 스트립 암모니아 침식을 유발할 수 있습니다.
응력 부식 균열
When the condenser copper tube is not installed properly, vibration and alternating stress will occur in the operation of the copper tube surface to destroy the protective film and corrosion, finally, produce transverse crack to break the copper tube. This is mainly due to the relative displacement of grains inside the copper tube under the action of alternating stress, and the formation of anodic dissolution in the corrosive medium, mostly occurring in the middle of the copper tube.
미생물 부식
Microorganisms can change the medium environment in local areas of the condenser wall and cause local corrosion. The electrochemical corrosion process of metal in cooling water is promoted by the biological activity of microorganisms, which generally occurs on the carbon steel tube plate at the inlet side of the condenser. Cooling water often contains bacteria that thrive on Fe2+ and O2, called iron bacteria, which form brown slime. The anoxic conditions at the bottom of the slime provided a suitable environment for the survival of anaerobic sulfate-reducing bacteria. The combined action of iron bacteria and sulfate-reducing bacteria promotes metal corrosion. Operating temperature on the high side, the corrosion scale inhibitor and water quality and operating temperature are not appropriate, inadequate dosage or concentration fluctuations in the scale, will cause the condenser tube wall local Cl – easy through scale layer, caused the corrosion of the metal matrix, and the corrosion of metal ion hydrolysis, leading to higher medium H + concentration of algae and microbial activities also cause increased acidity of medium, The passivation film on the metal surface is destroyed and the metal matrix is further corroded.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-27 14:16:422025-02-24 08:20:53콘덴서 튜브에 일반적으로 사용되는 재료
지난 글에서 소개한 내용은 다음과 같습니다. 가성 크래킹이란?에서 가성 균열의 유형과 가성 균열의 해로움에 대해 설명했습니다. 오늘은 부식성 균열 부식을 방지하는 방법에 대해 계속 설명하겠습니다.
탄소강 소재 선택
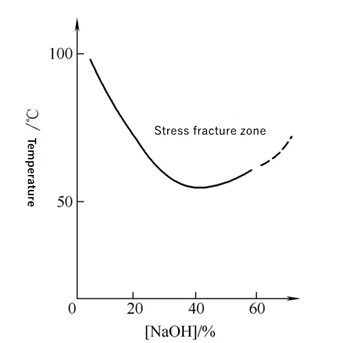
탄소강 장비는 강도, 가소성 및 가성 균열 민감도를 고려하여 가성 소다를 상온에서 보관하는 데 사용할 수 있습니다. 0.20%C는 탄소강 는 최대 온도 46℃의 가성 용액에 가장 적합합니다. 그러나 가성 소다 온도가 46℃를 초과하면 고탄소강 용접부의 가성 균열을 방지하기 위해 용접 후 열처리가 필요합니다. 탄소강에 Ti 및 기타 합금 원소를 첨가하고 열처리하면 가성 균열을 효과적으로 억제 할 수 있습니다. 예를 들어, 0.73% Ti(C 0.105%의 질량 분율)를 함유한 탄소강 샘플의 파단 시간은 650~750℃에서 유지된 후 용광로에 의해 냉각된 후 150시간에서 1000시간으로 연장되었습니다. NaOH 용액에서 탄소강 및 저합금강의 사용 온도 상한은 아래 표에 나와 있습니다.
NaOH, %
2
3
5
10
15
20
30
40
50
온도 제한, ℃
82
82
82
81
76
71
59
53
47
잔여 스트레스 감소
측면 오정렬, 각도 변형 및 공극과 같은 내부 잔류 응력은 제작 및 설치 중에 최소화해야 합니다. 공작물을 미리 정해진 온도로 가열하고 시간과 온도에 따라 잔류 응력을 허용 가능한 수준으로 낮출 수 있을 만큼 충분히 오래 유지합니다. 일반적으로 냉각은 새로운 응력을 피하기 위해 더 느린 속도로 진행해야 합니다. 용접 후 탄소강 및 저합금강의 응력 제거 어닐링 온도는 620℃ 이상이어야 하며, 유지 시간은 1시간/25mm(두께)에 따라 계산해야 합니다. 합리적인 용접 조인트, 가능한 한 용접 횟수와 길이를 줄이고, 짧은 비드를 먼저 용접 한 다음 긴 용접을 용접하여 잔류 응력을 줄입니다. 또한 합리적인 조립 공정을 선택하고 용접 변형을 방지하기 위해 예약 된 수축 마진 또는 역 변형, 견고한 고정 방법을 사용할 수 있습니다.
과도한 리벳팅 압력을 피하기 위해 리벳팅 구멍을 균일하게 배열하는 등 리벳팅 구조의 국부적인 불균형 내부 응력을 줄이기 위한 몇 가지 조치를 취할 수 있습니다. 잔류 응력은 알칼리 취성을 유발하는 주요 요인입니다. 용접 조인트의 잔류 응력을 줄이기 위해 낮은 라인 에너지, 용접 전 예열, 적절한 용접 순서 및 방향, 층간 해머링과 같은 용접 공정 조치를 취해야 합니다. 가성 균열을 방지하는 효과적인 방법은 냉간 성형 및 용접 구조물 제조 후 응력 제거를 위한 열처리입니다.
부식 억제제 추가
일반적으로 사용되는 부식 억제제는 Na3PO4, NaNO3, NaNO2, Na2SO4 등이며, 그 중 NaNO2는 알칼리 취성을 방지하는 데 매우 효과적입니다.
용량은 실험 결과에 따라 결정됩니다. 예를 들어, 알칼리 포용을 방지하기 위해 NaNO3/NaOH의 비율은 0.4보다 커야 하고, Na2SO4/NaOH의 비율은 5보다 커야 합니다.
서비스 온도 낮추기
코일을 간헐적으로 가열하는 등 작동 온도를 가능한 한 46°C 이하로 낮게 유지하세요.
집중을 방지하려면
설계 시 알칼리의 국부적인 농도 증가 또는 반복적인 증발과 농도를 줄이거나 방지하기 위해 부식성 균열을 방지하는 효과적인 조치입니다.
미리 준비하기
주 배관 및 장비의 재질을 304 스테인리스강으로 교체하여 부식성 균열 온도와 파단 부위 온도를 높입니다. 스팀 추적 시간을 최대한 줄이고, 사용 전에 메인 라인과 장비를 열처리하여 응력 집중을 제거하고 부식성 균열을 방지합니다.
가성 취화라고도 하는 가성 균열은 인장 응력과 부식성 매체의 결합 작용으로 인해 알칼리성 용액에서 금속이 균열되는 것으로, SCC의 한 유형입니다. 압력 보일러의 원인 균열은 주로 증기가 반복적으로 증발 및 응축되거나 가성 소다와 접촉하는 부품에서 발생하며 탄소강, 저 합금강, 페라이트 강 및 오스테 나이트 계 스테인리스 강 장비가 될 수 있습니다. 보일러 시스템에서 균열 폭발 사고가 자주 발생하며, 염소-알칼리 화학 공장, 제지 공장 및 원자력 산업의 전해 알루미늄 기업의 오토클랩, 폐열 회수 시스템 및 Al2O3 증발기에서도 Na+ 농도로 인한 균열 폭발 사고가 발생할 수 있습니다.
수산화나트륨 농도가 5% 이상인 경우 탄소강 및 저 합금강 증기 파이프 라인은 부식성 균열이 발생할 가능성이 거의 없으며 알칼리 응력 부식은 일반적으로 50 ~ 80 ℃ 이상, 특히 고온 영역의 비등점 근처, 알칼리 농도 40% ~ 50%에서 발생합니다. 이론에 따르면, 국소 NaOH의 질량 분율이 10%보다 크면 금속의 보호 산화막이 용해되고 매트릭스 금속이 알칼리와 더 반응하여 느슨하고 다공성 자기 부식성 산화물을 형성하고 수용액은 알칼리성입니다. 보일러 또는 열교환 기의 물에 10 ~ 20mg-L-1 NaOH가 포함되어있는 한 국부적으로 반복되는 증발은 침전물 아래 또는 틈새에 알칼리 농도를 유발하여 국부적 인 알칼리 부식을 유발할 수 있습니다.
부식성 균열의 민감도에 영향을 미치는 요인
부식성 균열은 용접 조인트 부품과 같이 잔류 응력이 높은 알칼리 함유 액체의 농축 부분에서 발생하기 쉬우며, 이러한 유형의 SCC는 일반적으로 입계가 발생하고 균열이 산화물로 채워집니다.
탄소강의 알칼리성 부서지기 쉬운 균열 증기 파이프 라인 산화물과 함께 미세한 입계 균열로 나타납니다. 알칼리의 취성을 결정하는 주요 요인에는 알칼리 농도, 금속 온도, 인장 응력 등 몇 가지가 있습니다. 실험에 따르면 일부 가성 균열은 며칠 내에 발생하지만 대부분은 1년 이상 노출되었을 때 발생합니다. 알칼리 농도와 온도를 높이면 균열 속도를 개선할 수 있습니다.
중간
가성 균열은 농축 잿물에서 고온에서 발생하는 부식을 말합니다. 가성소다의 질량 비율이 5%보다 낮으면 가성 균열이 발생하지 않습니다. 이 농축 잿물은 작업 매체가 될 수도 있고 작업 중에 모일 수도 있습니다. 가성 소다의 농도가 높을수록 가성 균열의 감도가 커지며, 이는 알칼리 농도와 관련이있을뿐만 아니라 용액의 온도에 따라 달라집니다.
온도
저탄소 증기 배관용 강재의 균열 파괴 시간은 응력이 감소함에 따라 증가합니다. 잔류 소성 변형이 가장 큰 열 영향 영역의 금속, 즉 용접 공정에서 500~850℃로 가열된 금속이 가장 큰 SCC 경향을 보이는 것으로 나타났습니다. 알칼리 설비의 유지보수에서는 용접 잔류 응력과 미세 구조 응력이 가장 큰 알칼리 용액에서 용접 시 재결정 영역보다 약간 낮은 550℃ 이상의 온도에서 가열된 금속이 가장 큰 균열 경향을 보이는 것으로 나타났습니다.
금속 요소
저탄소강의 가성 균열 및 질산염 취성은 입자를 따라 파쇄되기 때문에 이러한 취성의 민감도는 입자 경계에서 C, N 및 기타 원소가 분리되어 발생한다는 이론이 있습니다. 저탄소 증기 파이프 라인 강재의 부식성 균열을 일으키는 화학 원소는 다음과 같습니다:
입자 경계에서 C와 N이 분리되면 가성 균열 감도가 증가합니다;
미량 원소의 영향은 입자 경계에서 S, P, As 및 기타 불순물의 분리로 인해 알칼리 취성 감도를 증가시킵니다. 그러나 소량의 La, Al, Ti 및 V는 입자 경계에서 유해한 불순물의 분리를 줄여 알칼리 취성 감도를 감소시키기 때문일 수 있습니다.
입자 크기가 커질수록 부식성 균열이 증가합니다;
열처리. 구상화 후 강철의 부식성 균열 민감도는 정규화 상태보다 크며, 이는 탄화물의 구상화 과정에서 입자 경계 분리가 증가하기 때문일 수 있습니다.
잠재력
끓는 35%~40% NaOH 용액에서 저탄소 증기 배관강의 가성 균열 민감 전위는 -1150~800mV(SCE)이며, 끓는점(120℃)에서 가성 균열 전위는 -700mV(SCE) 범위에서 발생합니다. 임계 전위에서는 시료의 단면 수축이 크게 감소합니다. X-선 구조 분석 결과 시료 표면에 Fe3O4 보호막이 형성되어 있음을 알 수 있습니다.
에폭시 콜타르는 내 충격성과 내수성이 우수한 부식 방지 코팅의 일종으로 개질 된 에폭시 수지, 폴리아미드 수지, 콜타르, 필러 및 첨가제로 구성되어 우수한 내수성, 미생물 내식성, 우수한 접착력, 인성, 내 습성을 제공합니다. 그것은 모든 종류의 이온 에칭을 방지 할 수 있으며 지하 송유관, 수도관, 부식 방지에 사용되는 강철에 널리 사용되었습니다. 하수관등 에폭시 석탄 아스팔트 부식 방지 층은 일반 부식 방지, 강화 부식 방지 (1 층 3 오일) 및 특수 강화 부식 방지 (2 층 4 오일)로 구분됩니다. 에폭시 콜타르 아스팔트 부식 방지 강관은 유리 천 층과 부식 방지 코팅의 부식 방지 형태입니다. 부식 방지 코팅이 된 고품질 에폭시 콜타르는 표면이 매끄럽고 유리 천과 밀착되어 벗겨지기 쉽지 않으며 건조가 완료된 후 매운 냄새가 강하지 않습니다.
애플리케이션
코팅에 포함 된 시트 모양의 철 안료와 프라이머 매칭이 조밀하고 견고하며 불 침투성 코팅을 형성 할 수 있기 때문에 에폭시 석탄 피치 부식 방지 코팅은 수증기 투과성이 낮고 내수성이 우수하여 선박 바닥, 밸러스트 탱크, 부두 강철 파일, 광산 강철 지지대, 산 탱크, 수도관 및 산업 및 광산 냉각수 파이프 라인 벽 부식 방지, 수중 철 구조물 및 시멘트 부품의 부식 방지 및 누출, 지하 파이프 라인 및 가스 저장 탱크 보호하에 사용될 수 있습니다; 고온 지역의 해안 및 염전; 화학 및 기타 파이프 라인의 내부 및 외부 벽의 부식 방지. 동시에 하수 처리 또는 건설 환경 습식 기판 표면과 같은 장기간의 습한 환경과 상부 부품의 코팅 요구 인성에도 적합합니다.
보관 및 운송
1. 제때 사용할 수 없는 경우 코팅이 햇빛에 손상되지 않도록 실내에 보관해야 하며, 실외에서는 자외선 차단 차폐제를 사용해야 합니다.
2. 환기가 잘 되는 조건에서 시공해야 합니다. 현장 내 화기 사용은 엄격히 금지됩니다;
3. 기후 및 온도 변화에 주의하십시오. 비, 안개, 눈 또는 상대 습도가 80%보다 큰 환경에서는 시공에 적합하지 않습니다.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-12 08:24:542021-04-12 08:24:56에폭시 콜타르 코팅 강관은 어떤 용도로 사용되나요?
강관 말뚝 기초는 빠른 시공, 안전성, 고도의 기계화 작업이 특징이며 대형 해상 교량, 항만 및 부두의 하부 구조물, 가설 플랫폼 및 가대 등에 널리 사용됩니다. 철근 콘크리트 기초와 비교하여 강관 말뚝 기초는 다음과 같은 장점이 있습니다:
가볍고 강도가 높으며 적재 및 운송이 편리합니다;
높은 지지력. 강철은 단단한 토양에 효과적으로 박힐 수 있으며 말뚝 몸체는 손상되기 쉽지 않으며 큰 단일 말뚝 지지력을 얻을 수 있습니다;
길이를 조절하기 쉽고 필요에 따라 연결하거나 잘라 조절할 수 있습니다.
소량의 토양 배출. 말뚝의 하단이 열려 있습니다. 말뚝을 구동하면 말뚝 파이프의 토양 압착 량이 솔리드 코어 콘크리트 말뚝에 비해 크게 감소하고 주변 기초에 대한 교란이 적고 변위가 적습니다.
용접이 가능하고 조작이 쉬우며 시공이 빠릅니다.
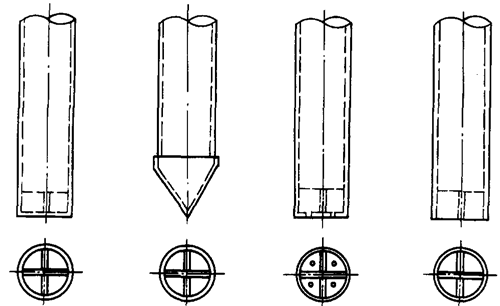
강관 파일은 일반적으로 인장 강도가 402MPa, 항복 강도가 235.2MPa인 일반 탄소강으로 만들어지거나 설계 요구 사항에 따라 만들어집니다. 강관 파일은 SSAW 파이프 및 LSAW 파이프. SSAW 강관은 강성이 높아 일반적으로 사용됩니다. 운송을 용이하게 하고 파일 프레임 높이의 제한을 받기 위해 강관 파일은 일반적으로 상부 섹션 파일, 하부 섹션 파일 및 여러 개의 중간 섹션 파일로 각각 구성됩니다. 각 섹션의 길이는 일반적으로 그림과 같이 13m 또는 15m입니다:
A) 하부 섹션 파일;
(b) 중간 섹션 더미;
(c) 상단 섹션 파일
강관 말뚝의 하단은 개폐식으로 나뉩니다. 그 구조와 유형은 아래 그림에 나와 있습니다:
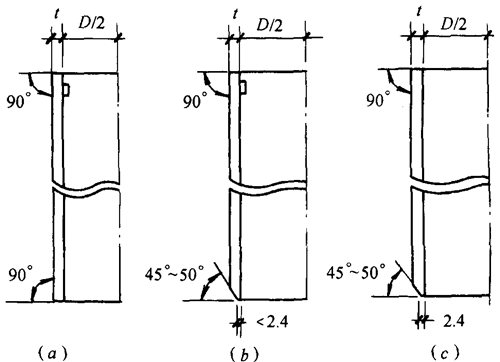
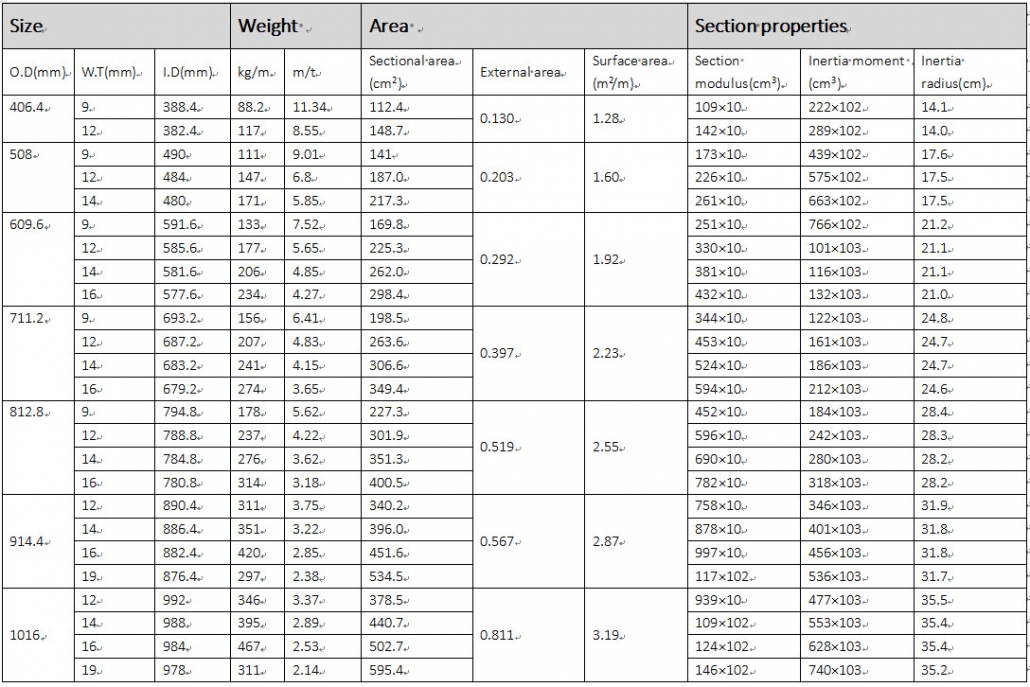
강관 말뚝의 직경은 φ406.4-φ2032.0mm이고 벽 두께는 6-25mm입니다.
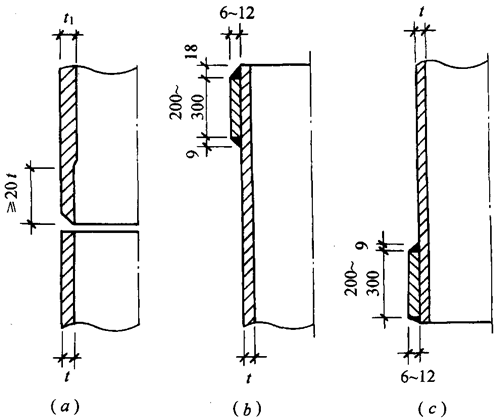
공학적 지질, 하중, 기초 평면, 상부 하중 및 시공 조건을 고려해야 합니다. 일반적으로 사용되는 규격은 406.4mm, 609.6mm, 914.4mm, 벽 두께 10, 11, 12.7, 13mm 등입니다. 일반적으로 상부, 중간 및 하부 섹션 파일은 일반적으로 동일한 벽 두께를 채택합니다. 때로는 말뚝 상단이 거대한 해머 충격을 견디고 방사형 불안정성을 방지하기 위해 말뚝 상단의 벽 두께를 적절하게 늘리거나 폭 200 ~ 300mm, 두께 6 ~ 12mm의 평평한 강철 보강 칼라를 외부 링에 추가해야합니다. 파일 파이프. 말뚝 파이프가 가라 앉는 마찰 저항을 줄이고 단단한 토양층에 침투 할 때 변형으로 인해 끝이 손상되는 것을 방지하기 위해 강관 말뚝의 하단에도 강화 칼라가 설정되어 있습니다. Φ406.4 ~ Φ914.4mm 강관의 경우 강화 파이프 칼라의 크기는 200 ~ 300mm * 6 ~ 12mm입니다.
(a) 벽 두께가 다른 강관 말뚝 접합부의 구조적 형태;
(b) 말뚝 상단의 보강 칼라;
(c) 더미 하단의 보강 칼라
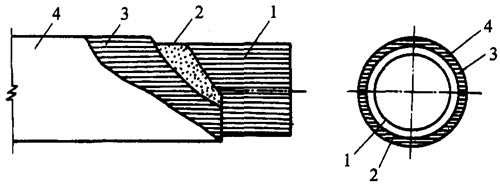
강관 말뚝의 액세서리에는 주로 상부 하중을 견디기 위해 말뚝 상단에 용접 된 말뚝 덮개, 평평한 강철 스트립, 말뚝 하단의 보호 링 및 말뚝 조인트에 용접 된 구리 클램프가 포함됩니다. 말뚝의 지지력에 대한 연약 토양 기초의 음의 마찰을 줄이기 위해 강관 말뚝 상단의 외부 표면에 특수 아스팔트, 폴리에틸렌 및 기타 복합 재료 층을 코팅하여 6 ~ 10mm의 슬라이딩 층을 형성하여 음의 마찰을 4/5-9/10으로 줄입니다.
강관 말뚝의 슬라이딩 레이어 구조:
1 강철 파이프 말뚝;
2 프라이머 코팅;
3 슬라이딩 레이어;
4 표면
https://www.wldsteel.com/wp-content/uploads/2021/03/S40.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-03-29 14:13:402021-03-29 14:26:10강관 말뚝 박기 설계
해양 및 내륙 충적 평야 지역에서는 상부 하중의 50 ~ 60m 연약 토양층의 두께가 크고 베어링 층으로 직접 사용할 수 없으며, 낮은 압축 베어링 층은 항상 깊으며 일반적으로 말뚝 망치가있는 강관 말뚝의 일반적인 구조를 사용하여 큰 충격을가합니다. 강관 말뚝 보강 기초는 현재 기존의 철근 콘크리트 및 프리스트 레스트 콘크리트 말뚝보다 적합합니다.
강관 파일은 일반적으로 일반 탄소 강판으로 나선형 용접 강관으로 만들어집니다. 현재 강관 파일은 주로 심해와 파도, 해류 및 선박의 큰 충격력으로 둘러싸인 해양 지역 환경에서 사용됩니다. 강관 파일은 고강도 및 큰 굽힘 저항과 같은 일련의 장점을 가지고 있습니다. 좋은 탄성, 큰 변형을 흡수 할 수 있습니다, 도크 건물 충격력에 선박을 줄일 수 있습니다; 편리한 건설, 부두 시설의 건설 진행 속도를 높일 수 있습니다. 다음은 일반적으로 사용되는 강관 말뚝의 사양입니다.
강철의 강도는 일반적으로 인장 강도, 굽힘 강도 및 압축 강도를 포함하는 외력의 작용에 따른 금속 재료의 변형 및 파단 성능을 나타냅니다. 강철이 외력에 대한 저항력이 강할수록 강철은 더 강해집니다. 그렇다면 강철의 강도는 어떻게 향상시킬 수 있을까요?
Solution S늘리기
매트릭스 금속의 합금 원소 고용체는 특정 격자 왜곡을 일으키고 합금의 강도를 증가시킵니다. 격자 왜곡은 전위 운동의 저항을 증가시키고 미끄러짐을 어렵게 만들어 합금 고용체의 강도와 경도를 증가시킵니다. 금속이 용질 원소에 용해되어 고용체를 형성함으로써 금속을 강화하는 이러한 현상을 고용체 강화라고 합니다.
용질 원자의 농도가 적절하면 재료의 강도와 경도는 증가하지만 인성 및 가소성은 감소합니다. 용질 원자의 원자 분율이 높을수록 용질 원자와 모재 금속 사이의 원자 크기 차이가 커지고 강화가 더 강해집니다.
간극 용질 원자는 치환 원자보다 용액 강화 효과가 더 크고, 면 중심 입방 결정에서 간극 원자의 격자 왜곡이 비대칭이기 때문에 간극 원자의 강화 효과는 면 중심 입방 결정보다 큽니다. 그러나 간극 원자의 고체 용해도는 매우 제한적이며 실제 강화 효과도 제한적입니다. 용질 원자와 기판 금속 사이의 원자가 전자 수의 차이가 클수록 용액 강화가 더 분명해지며, 즉 원자가 전자 농도가 증가함에 따라 고용체의 항복 강도가 증가합니다.
작업 강화
냉간 변형이 증가하면 금속 재료의 강도와 경도는 증가하지만 가소성과 인성은 감소합니다. 냉간 가공 경화는 재결정 온도 이하의 소성 변형 중에 금속 재료의 강도와 경도는 증가하고 가소성과 인성은 감소하는 현상입니다. 소성 변형, 입자 미끄러짐, 전위의 금속은 입자 신장, 파편화 및 섬유화, 금속 내부 잔류 응력을 유발하기 때문입니다. 가공 경화는 일반적으로 가공 후와 가공 전 표면층의 미세 경도와 경화 층의 깊이의 비율로 표현됩니다.
가공 경화는 저탄소강의 절삭 성능을 향상시키고 칩을 쉽게 분리 할 수 있지만 금속 부품의 추가 가공에 어려움을 가져옵니다. 예를 들어, 냉간 압연 강판과 냉간 인발 강선 과정에서 인발 에너지 소비가 증가하고 심지어 파손되기 때문에 작업 경화를 제거하기 위해 중간 어닐링을 거쳐야합니다. 절삭 공정에서 공작물 표면을 부서지기 쉽고 단단하게 만들고 절삭력을 높이고 공구 마모 등을 가속화합니다.
특히 열처리로 강도를 향상시킬 수 없는 순수 금속 및 일부 합금의 경우 강철의 강도, 경도 및 내마모성을 향상시킵니다. 냉간 인발 고강도 강선 및 냉간 코일 스프링과 같은 냉간 가공 변형을 사용하여 강도와 탄성 한계를 개선하는 것입니다. 탱크, 트랙터 및 철도의 선로는 또한 경도와 내마모성을 향상시키기 위해 작업 경화를 사용합니다.
미세 입자 강화
입자를 정제하여 금속의 기계적 특성을 향상시키는 방법을 미세 입자 강화라고 합니다. 금속은 많은 결정립으로 이루어진 다결정이며, 결정립의 크기는 단위 부피당 결정립의 개수로 표현할 수 있습니다. 숫자가 많을수록 입자가 더 미세합니다. 실험에 따르면 미세 입자 금속은 상온에서 거친 입자 금속보다 강도, 경도, 가소성 및 인성이 더 높습니다. 이는 외력에 의해 소성 변형이 발생할 때 미세 입자가 더 많은 입자로 분산되어 소성 변형이 더 균일하고 응력 집중이 작기 때문입니다.
또한 입자가 미세할수록 입자 경계 면적이 넓어지고 입자 경계가 구불구불할수록 균열 전파에 불리한 조건이 됩니다. 따라서 입자를 정제하여 재료 강도를 향상시키는 산업적 방법을 미세 입자 강화라고 합니다. 입자 경계가 많을수록 응력 집중이 작아지고 재료의 항복 강도가 높아집니다. 입자를 정제하는 방법에는 과냉각 정도를 높이는 방법이 있습니다;
변태적 치료;
진동 및 흔들림;
냉간 변형된 금속은 변형 정도와 어닐링 온도를 제어하여 정제할 수 있습니다.
2단계 강화
단상 합금에 비해 다상 합금에는 매트릭스 상 외에도 두 번째 상이 존재합니다. 두 번째 상이 매트릭스 상에 미세하게 분산된 입자로 균일하게 분포되어 있으면 강화 효과가 커집니다. 이러한 강화를 2상 강화라고 합니다. 전위 운동의 경우 합금의 두 번째 단계에는 다음 두 가지 조건이 있습니다. (1) 변형 불가능한 입자에 의한 보강 (우회 메커니즘). (2) 변형 가능한 입자의 강화 효과(절단 메커니즘).
분산 강화와 강수량 강화는 모두 2상 강화의 특수한 경우에 속합니다. 두 번째 단계의 강화의 주된 이유는 전위와 전위 사이의 상호 작용으로 인해 전위 운동을 방해하고 합금의 변형 저항을 증가시키기 때문입니다.
일반적으로 강도에 영향을 미치는 가장 중요한 것은 금속 자체의 구성, 조직 구조 및 표면 상태이며, 그 다음에는 후 힘의 속도, 하중 방법, 단순 연신 또는 반복 응력과 같은 응력 상태가 다른 강도를 나타냅니다. 또한 금속의 모양과 크기와 시험 매체도 영향을 미치며 때로는 초고강도 강철의 인장 강도가 수소 분위기에서 기하 급수적으로 감소 할 수있는 등 결정적인 영향을 미치기도합니다.
하나는 합금의 원자 간 결합력을 개선하여 이론적 강도를 개선하고 수염과 같은 결함이없는 완전한 결정을 생성하는 것입니다. 알려진 철 수염의 강도는 이론적 값에 가깝고, 이는 수염에 전위가 없거나 변형 중에 증식 할 수없는 적은 수의 전위 만 포함하기 때문이라고 가정 할 수 있습니다. 그러나 수염의 직경이 크면 강도가 급격히 감소합니다. 둘째, 전위, 점 결함, 이종 원자, 입자 경계, 고도로 분산 된 입자 또는 불균일성 (예 : 분리) 등과 같은 많은 결정 결함이 결정에 도입됩니다. 이러한 결함은 전위 이동을 방해하고 금속 강도를 크게 향상시킵니다. 이는 금속의 강도를 높이는 가장 효과적인 방법임이 입증되었습니다.
https://www.wldsteel.com/wp-content/uploads/2021/03/timg-12.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-03-25 12:10:272021-03-25 12:17:25강철의 강도를 향상시키는 방법은 무엇인가요?