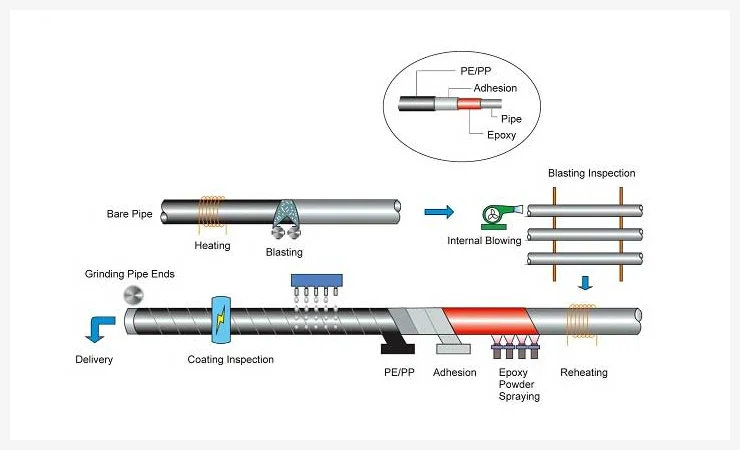
3PE 코팅 강관을 만드는 방법
3PE 코팅 표준은 다음과 같습니다. 연성 철 파이프 및 수도용 피팅용 시멘트 모르타르 라이닝에 대한 ANSI/AWWA C104/A21.4 미국 국가 표준, ISO 21809 석유 및 천연가스 산업 - 파이프라인 운송 시스템에 사용되는 매립 또는 침수 파이프라인의 외부 코팅, 강관 및 피팅의 DIN 30670 폴리에틸렌 코팅.
일반 베어 파이프는 가혹한 환경에서 부식되어 수명이 단축되어 시공 및 유지 보수 비용이 매우 높습니다. 그러나 3PE 코팅 시스템의 모든 층이 우수한 성능을 가지고 있기 때문에 3PE 코팅 파이프는 가혹한 환경에서 파이프를 보호하고 수명을 30 ~ 50 년으로 더 연장 할 수 있으며 파이프 라인의 건설 및 유지 관리 비용을 크게 줄일 수 있습니다. 동시에 3PE 코팅 파이프는 단열 특성이 우수하고 열 손실은 기존 파이프의 25%에 불과하여 작동 중 많은 에너지 비용을 절약 할 수 있습니다. 마지막으로 3PE 코팅 파이프는 저온에서 우수한 부식 방지 특성과 내 충격성으로 인해 지하 또는 물에 직접 놓을 수 있으며 도랑을 건설 할 필요가 없습니다.
3PE 코팅 강관은 단열 성능이 우수하며 열 손실은 기존 파이프의 25%에 불과합니다. 장기적으로 운영하면 많은 양의 자원을 절약하고 에너지 비용을 크게 줄일 수 있으며 방수 및 내식성이 강합니다. 파이프 트렌치를 사용하면 땅이나 물에 직접 매립 할 수 있습니다. 시공이 간단하고 빠르며 전체 비용이 저렴하고 저온 조건에서 내식성과 내 충격성이 우수하며 특정 환경의 동토에 직접 매립 할 수 있습니다.