황화수소 H₂S는 무색, 가연성, 물산 가스에 용해되는 무기 화합물이며, 황화수소 부식은 특정 농도의 황화수소(H2S)와 물 부식을 포함하는 석유 및 가스 파이프라인을 말합니다. H₂S는 물에 용해되어 산성이 되어 전기 화학적 부식과 파이프라인의 국부적인 구멍 및 천공으로 이어집니다. 부식 과정에서 생성된 수소 원자는 강철에 흡수되어 파이프의 야금 결함에 농축되어 강철의 취성 및 균열의 시작으로 이어져 균열이 발생할 수 있습니다. H₂S를 포함하는 산성 유전 및 가스전의 파이프 라인과 장비는 주로 수소 유도 균열 (HIC) 및 황화물 응력 균열 (SSC)에 의해 발생하는 갑작스러운 찢어짐 또는 취성 골절, 용접 영역 균열 및 기타 사고가 여러 번 나타났습니다.
황화수소 부식에 영향을 미치는 요인으로는 황화수소 농도, PH 값, 온도, 유량, 이산화탄소 및 염화물 이온(C1-) 농도 등이 있습니다. 습식 황화수소 응력 부식 환경은 다음 조건이 충족되면 구성됩니다:
- 중간 온도는 60+2P ℃ 이하, P는 중간 게이지 압력(MPa)입니다;
- 황화수소의 B 분압은 0.35mpa 이상입니다;
- 매체에 물이 포함되어 있거나 매체 온도가 물의 이슬점 온도보다 낮습니다;
- PH 9 미만 또는 시안화물이 함유된 배지.
결과는 강철의 강도 또는 경도가 동일한 합금강의 경우 담금질 후 고온 템퍼링에 의해 작은 구형 탄화물의 균일 한 분포의 미세 구조를 얻을 수 있으며, H2S 부식에 대한 저항성이 템퍼링 후보다 우수하다는 것을 보여줍니다. MnS는 고온에서 소성 변형이 발생하기 쉽고 열간 압연에 의해 형성된 시트 MnS는 후속 열처리 중에 변경할 수 없기 때문에 내포물의 모양, 특히 MnS의 모양도 중요합니다.
원소 Mn, Cr 및 Ni가 추가됩니다. 탄소강 경화성, 특히 Ni를 개선하기 위해. 일반적으로 Ni 원소는 합금강의 인성에 유익하다고 믿어지지만 Ni강의 수소 진화 반응 과전위가 낮고 수소 이온이 배출되기 쉽고 수소 침전을 가속화하기 위해 감소하기 때문에 황화물 응력 부식에 대한 Ni강의 저항이 좋지 않습니다. 일반적으로 탄소강 및 합금강은 1% 미만이거나 니켈을 포함하지 않아야 합니다. 강철에서 안정한 탄화물을 형성하는 Mo, V, Nb 등과 같은 원소.
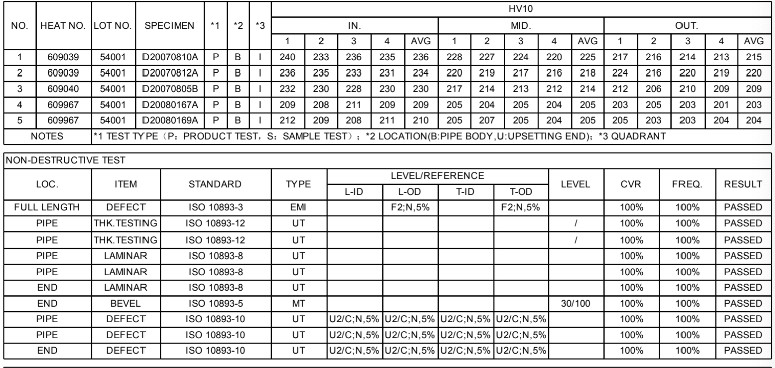
ISO 15156-2, ISO15156-3 또는 NACE MR0175-2003은 응력 부식의 발생을 방지하기 위해 환경 조건을 제한하고 있습니다. 이러한 조건이 충족되지 않는 경우 HIC 및 SSC 테스트를 수행해야 하며 기타 관련 표준을 충족해야 합니다. 미국 부식 협회(NACE) MR-01-95에 따르면 황화물 응력 부식 균열(SSCC)을 방지하기 위해 경도가 로크웰 HRC22 미만인 일반 강철(니켈 함량 1% 미만) 또는 니켈 함량이 HRC 26 미만인 강화 크롬-몰리브덴 강철을 사용해야 한다고 명시되어 있습니다.
그 외에도 다른 제한 사항이 있습니다:
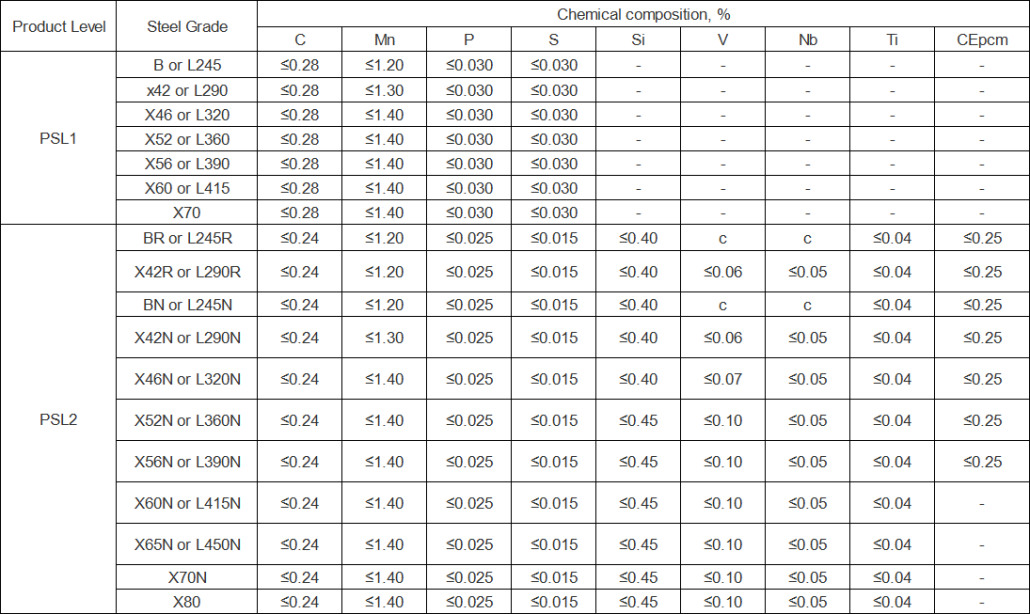
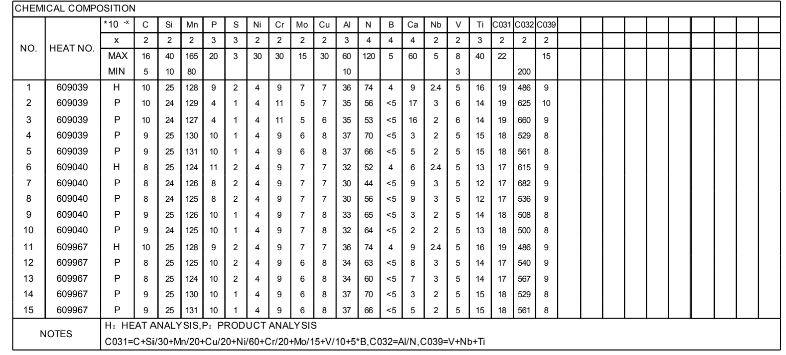
- 강철의 불순물: 유황 ≤ 0.002%, P≤0.008%, O≤ 0.002%.
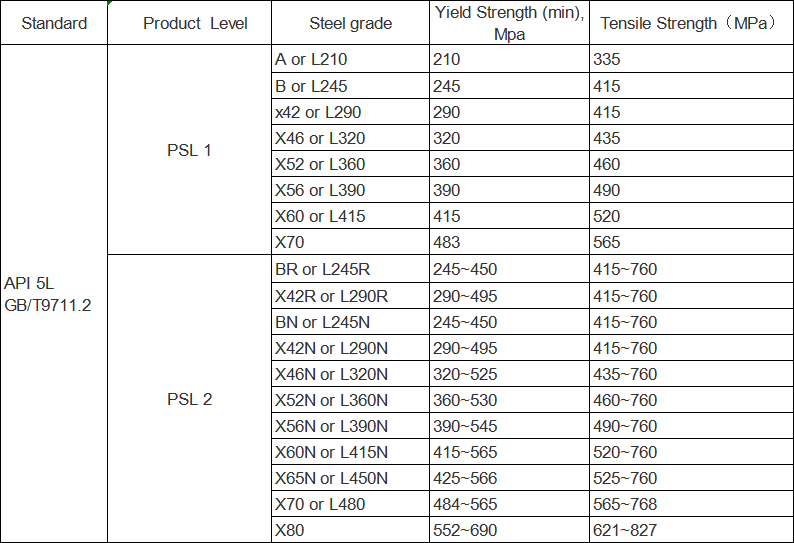
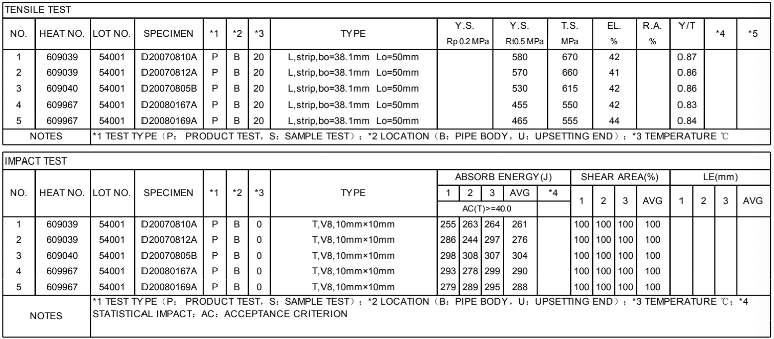
- 경도는 22HRC 이하, 항복 강도는 355MP 이하, 인장 강도는 630MPa 이하입니다.
- 강판의 기계적 물성을 만족하는 조건에서 강재의 탄소 함량을 최대한 줄여야 합니다. 저탄소강 및 탄소 망간강의 경우: CE≤0.43, CE=C+Mn/6; 저합금강의 경우: CE≤045 CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
강판: SA387 Gr11(HlC), SA387 Gr12(HlC), SA387 Gr22(HlC), SA516 Gr65(HlC), SA516 Gr70(HlC);
강관: API 5CT H40, J55, L55, C75(1,2,3), L80(유형 1), N80(유형 Q/T), C95(유형 Q/T), P105, P110 Q/T); API 5L A등급, B등급, X42, X46, X52; ASTM A53, A106(A, B, C)
H₂S 적용에 적합한 탄소강 파이프 및 플레이트