In generale, il trattamento superficiale delle piastre di acciaio strutturale è necessario per aumentarne l'anticorrosione e la durata. La qualità del trattamento superficiale influisce direttamente sull'adesione del rivestimento al substrato del pezzo rivestito e sulla resistenza alla corrosione del materiale. Olio, grasso, polvere e altri contaminanti causano la caduta del film di vernice o producono una serie di difetti estetici; il rivestimento anticorrosivo può migliorare la protezione anticorrosiva dello strato di vernice sulla piastra d'acciaio e la superficie liscia dell'acciaio di base. I comuni rivestimenti anticorrosivi richiedono una pulizia della superficie del substrato pari o superiore a SA2.5. I rivestimenti della superficie delle lamiere d'acciaio forniscono un'eccellente protezione dalla corrosione per l'industria del trattamento delle acque, le cartiere, i ponti e le strutture offshore.
In base al progetto e ai disegni, il rivestimento anticorrosione sulla parte esposta del supporto del ponte e l'assorbimento degli urti sono stati realizzati in modo da garantire la massima sicurezza. lamiera d'acciaio viene trattata per prolungarne la vita utile. Il metodo di costruzione principale è quello del primer epossidico ricco di zinco, in base ai requisiti della posizione di progetto della piastra d'acciaio per raggiungere gli obiettivi di protezione. Il processo comprende la pulizia della superficie di base → rivestimento di fondo (primer epossidico ricco di zinco 50μm, 2 volte) → rivestimento di finitura (finitura poliuretanica modificata 50μm, 2 volte) → ispezione e accettazione. Il piano di supporto del rivestimento è il seguente:
Articoli
Verniciatura a cappotto
Colore
Spessore del film di vernice
Vernice teorica (g/m2)
Intervallo di rivestimento (20℃)
Trattamento della superficie
La superficie deve essere sottoposta a una rigorosa deragnatura con uno standard di qualità Sa2,5.
Primo strato (2 volte)
Primer epossidico ricco di zinco convenzionale 50% zinco
Prima della verniciatura, il rivestimento e la ruggine della parte esposta della piastra d'acciaio del supporto e della piastra dell'ammortizzatore vengono lucidati con una smerigliatrice angolare. Lo standard di qualità per la rimozione della ruggine è SA2.5.
Rivestimento di fondo (primer epossidico ricco di zinco 50μm, 2 mani)
1) Primer epossidico ricco di zinco, in base al rapporto di 9∶1 e al controllo della viscosità della vernice, il sistema deve essere completamente agitato, in modo che il colore e la viscosità della vernice siano uniformi, l'indurimento è di 25 ~ 30 minuti, la vernice deve essere consumata entro 4 ~ 6 ore.
2) Spennellare il primo strato di primer, la direzione della spazzolatura deve essere coerente e ordinata. Applicare più volte per evitare che il pennello faccia scorrere troppa vernice.
3) Mantenere un certo tempo dopo la prima spazzolatura, per evitare che la vernice non asciutta cada. Spazzolare la seconda volta dopo la prima asciugatura. La direzione deve essere perpendicolare alla prima volta e lo spessore del film deve essere uniforme.
Rivestimento di finitura(finitura poliuretanica modificata 50μm, 2 volte)
1) La vernice superiore è di colore verde. La mano di finitura deve essere realizzata con una finitura poliuretanica modificata dello stesso colore, secondo la proporzione appropriata. Miscelazione completa prima dell'uso e colore uniforme per garantire che il rivestimento non cada, non mostri le venature.
2) Il metodo e la direzione devono essere gli stessi del processo precedente.
3) L'intervallo di verniciatura tra la mano di finitura e il primer deve essere superiore a 2 giorni.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-30 08:55:212021-04-30 12:11:01Trattamento di rivestimento anticorrosione della lamiera d'acciaio strutturale
Il tubo di linea in acciaio API 5L X42 è generalmente utilizzato per il trasporto di petrolio e gas in linee di trasmissione, linee principali di distribuzione e sistemi di condutture offshore. Zhonghai fornisce gradi API 5L saldati e senza saldatura attraverso X 70 per applicazioni ad alta pressione, tutti i prodotti del tubo di linea in acciaio API 5L X42 che stiamo fornendo possono raggiungere lo standard internazionale API 5L. La produzione della nostra azienda è realizzata in conformità con i sistemi di gestione integrata API 5L, CE, UKAS, PED e ISO9001 (qualità).
Luogo di origine: Cina Applicazione: Essere ampiamente utilizzato per il trasporto di petrolio e gas in linee di trasmissione, linee principali di distribuzione e sistemi di condutture offshore Tubo di linea in acciaio Standard: API 5L X42 Diametro esterno: 21,3 mm-914 mm Spessore della parete: 2 mm-50 mm Lunghezza: Casuale 6m-12m o fissa 6m,12m Se necessario, sono disponibili le estremità smussate dei tubi e la vernice antiruggine nera. Inoltre, possiamo lavorare secondo gli ordini dei clienti. Imballaggio di tubi in acciaio: In fasci o alla rinfusa. Un container da 20 o 40 pollici può caricare al massimo 26 tonnellate.
Proprietà fisiche del tubo di linea in acciaio API 5L
Grado API 5L
Resistenza allo snervamento min. (ksi)
Resistenza alla trazione min. (ksi)
Rapporto tra snervamento e trazione (max.)
Allungamento min. %
A
30
48
0.93
28
B
35
60
0.93
23
X42
42
60
0.93
23
X46
46
63
0.93
22
X52
52
66
0.93
21
X56
56
71
0.93
19
X60
60
75
0.93
19
X65
65
77
0.93
18
X70
70
82
0.93
17
X80
80
90
0.93
16
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-27 14:47:002021-08-05 08:39:24Introduzione del tubo di linea in acciaio API 5L X42
Wldsteel produce tubi di linea in acciaio saldato, sia saldati a spirale che laminati e saldati, in lunghezze da 30' a 60' e con spessori di parete da .250 pollici a 2.0 pollici. Questi tubi di linea, spesso utilizzati per trasferire liquidi e aria, soddisfano i seguenti standard: AWWA C200, ASTM 139, ASTM 134 e ASTM 135.
I tubi in acciaio offrono molti vantaggi, tra cui la resistenza e il peso, la facilità di installazione e il costo.
Wldsteel è certificata SPFA e produce tubi di linea idrotestati da 18" OD a 90" OD utilizzando un doppio processo di saldatura ad arco sommerso per una varietà di applicazioni, tra cui, ma non solo, condotte di trasmissione dell'acqua, condotte per liquami, condotte fognarie a gravità, condotte di forza per fognature, linee di aspirazione e di deflusso e linee di acqua grezza. Recentemente, i tubi di linea Wldsteel sono stati utilizzati per le condotte idriche di New York e del Texas.
Wldsteel è in grado di smussare le estremità dei tubi in acciaio, ottenendo così un bordo molto più pulito sul prodotto finito. I tubi di linea possono anche essere rivestiti e rivestiti e sottoposti a test UT, oltre che all'idrotest.
Con stabilimenti di produzione e stoccaggio di tubi in acciaio in tutto il Nord America, Wldsteel è in grado di consegnare rapidamente ed efficientemente tubi di linea su camion, ferrovia o chiatta ai partner in tutto il paese.
Una gestione delle risorse ecologicamente responsabile e fiscalmente sana è possibile solo con le infrastrutture giuste. Purtroppo, non è necessario guardare lontano per trovare esempi che non sono all'altezza dell'ideale, molti dei quali si concentrano sull'uso di tubi di qualità inferiore.
Wldsteel sta trasformando il modo in cui gli enti privati e le municipalità gestiscono le risorse critiche che migliorano la qualità della vita comune. I nostri tubi saldati in acciaio per condotte sono un punto di riferimento, indipendentemente dal fatto che vengano utilizzati per fognature, acqua, liquami o altre applicazioni.
Diversi prodotti per tubi d'acciaio Ogni lavoro richiede una ferramenta specializzata, e se non si utilizzano i prodotti giusti si ottengono risultati disastrosi. Abbiamo sviluppato un'ampia linea di utensili che produce tubi altamente performanti.
Qualunque sia l'impiego previsto, abbiamo la soluzione adatta a voi. I nostri prodotti saldati a spirale consentono di creare facilmente tubi di linea in numerosi diametri, accettati per l'uso in zone attive dal punto di vista sismico, e i nostri prodotti laminati e saldati sono ideali per applicazioni che richiedono pareti incredibilmente spesse. Inoltre, possiamo
Produce una gamma di lunghezze da 9,14 m a 18,29 m.
Creare estremità tagliate su misura per semplificare la giunzione in loco
Fornitura di tubi con diametri esterni da 18 a 90 pollici
Realizzazione di estremità smussate prive di macchie che rendono l'installazione e il montaggio più agevoli
Offrono spessori di parete con tolleranze precise da 0,250 pollici (6,35 mm) a 2,0 pollici (5,08 cm).
Controllo qualità adatto alle applicazioni globali Con i tubi di linea Wldsteel, i costruttori possono facilmente soddisfare i severi requisiti normativi, ambientali e di sicurezza. È sufficiente comunicarci quale standard industriale deve essere rispettato dal vostro tubo di linea e noi provvederemo a soddisfare i prodotti AWWA C200, ASTM 139, ASTM 134 o ASTM 135 che fanno al caso vostro.
Avete bisogno di un rivestimento o di una fodera? I nostri specialisti interni possono applicare trattamenti superficiali ed eseguire test a ultrasuoni che garantiscono risultati perfetti.
In qualità di azienda certificata SPFA, siamo qualificati per servire il mercato dell'acqua con tubi su cui gli stakeholder governativi e gli utenti finali possono fare affidamento. I nostri ingegneri sono a disposizione per aiutarvi nelle vostre esigenze di progettazione. Siamo orgogliosi di sapere che i nostri prodotti garantiscono il flusso dell'acqua ad alcune delle popolazioni più esigenti del Nord America.
Ci impegniamo a garantire la qualità del nostro lavoro. Dal mantenimento di rigorosi controlli di fabbricazione durante il processo di saldatura a doppio arco sommerso all'idro-test di ogni tubo che esce dalla nostra linea di produzione, ci impegniamo a produrre componenti infrastrutturali che non cedono in condizioni difficili.
Quando la pressione aumenta, i professionisti si affidano a Wldsteel I tubi di linea non servono solo per la trasmissione dell'acqua. Deve anche superare le difficoltà delle reti fognarie a gravità, delle condotte di forza, delle linee di aspirazione e scarico, delle linee di acqua grezza potenzialmente pericolose e di molte altre applicazioni.
Nessuna tempistica di progetto è troppo improvvisa e nessuna richiesta è troppo impegnativa. Con stabilimenti di produzione e stoccaggio di tubi di linea in acciaio in tutto il Nord America, Wldsteel consegna in modo rapido ed efficiente a qualsiasi cantiere. Che si tratti di camion, ferrovia o chiatta, siete a un solo clic di distanza dal leader mondiale dei tubi di linea, quindi contattateci subito.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-27 14:43:562021-04-27 14:43:57Wldsteel produce tubi di linea in acciaio saldato
The condenser is important auxiliary equipment in the thermal generator set. The condenser is generally composed of neck, casing, water chamber, tube bundle, tube plate, support rod, steam baffle, air cooling area, hot well and other parts, which is the key equipment to determine and affect the load and thermal efficiency of a steam turbine. The heat exchange tube, as the main heat transfer component of the condenser, is the key component of the condenser. With the increase of suspended solids, chloride ions and sulfur ions in the cooling circulating water, there is a higher requirement for a condenser cooling pipe.
Condenser heat exchanger pipe should have excellent heat transfer performance, good corrosion resistance, erosion resistance and wear resistance, but also should have good strength and stiffness, as well as economic and good processing performance. The materials of condenser heat exchange pipe are mainly copper alloy pipe, Austenitic stainless steel pipe, Ferrite stainless steel pipe, Duplex stainless steel pipe, titanium and titanium alloy pipe. The copper alloy pipe mainly includes military brass pipe (C26800), tin-brass pipe, aluminum-brass pipe, nickel-copper pipe, etc. Stainless steel grades mainly include Austenitic stainless steel tube TP304, TP316L, TP317L and Ferrite stainless steel grades TP439, TP439L, and duplex stainless steel tube 2205, 2507, titanium and titanium alloy tube mainly includes GR1, GR2, GR5, etc..
Materiali dei tubi
Pro
Contro
Tubo di rame
Buone prestazioni di lavorazione, prezzo moderato
Scarsa tolleranza alla qualità complessa dell'acqua, scarsa resistenza, rigidità e lavorabilità in saldatura.
Acciaio inossidabile austenitico
Eccellente resistenza all'erosione, buona resistenza, plasticità, lavorabilità e saldabilità
Gli acciai inossidabili austenitici al Cr-Ni hanno una scarsa resistenza alla corrosione da ioni cloruro
Ferrite Acciaio inossidabile
Grande conduttività termica, piccolo coefficiente di espansione, buona resistenza all'ossidazione e alla corrosione sotto sforzo, insensibilità agli ioni cloruro.
Scarsa plasticità e tenacità, soprattutto dopo l'imbutitura profonda e altre grandi deformazioni della lavorazione a freddo, la saldatura e altre lavorazioni ad alta temperatura plasticità e resistenza alla corrosione notevolmente ridotte
Acciaio inox Dupex
Eccellente resistenza alla corrosione, proprietà meccaniche complete, proprietà di saldatura, elevata conducibilità termica.
La lavorazione è difficile e il costo elevato
Tubo in titanio
Eccellente resistenza alla corrosione, bassa densità, leggerezza, buone prestazioni globali.
Costoso
Pro e contro dei diversi materiali per le tubazioni dei condensatori
Different materials of the heat exchange pipe because of its own characteristics and cost factors, its application scope and working conditions are not the same. The corrosion in the Condenser is always an important problem in boiler accidents in power plants. The condensers of power plants in offshore areas generally use Cu-Zn tubes and Cu-Ni alloy tubes. The corrosion resistance of the latter is better than that of the former, because the thermodynamic stability of Ni is close to that of Cu, and the nanoscale compact and stable surface film will be generated on the surface in water or air. Therefore, the Cu-Ni tube in high saltwater (or seawater) and dilute acid, alkali medium is not easy to corrosion. But once there is an attachment on the surface of the copper tube, pitting will occur. Pitting corrosion is autocatalytic and latent, which will bring great damage. The condenser tube blockage and leakage frequently occur in the offshore area due to seawater backfilling, corrosion, dirt and other reasons. Yongxiang operates the generator set. Why is the brass condenser tube so easy to corrode? It depends on the type of corrosion. The corrosion of copper alloy condenser tube is affected by many factors, and the corrosion types are various, mainly including the following items:
Corrosione selettiva
Poiché il tubo di rame del condensatore è composto per lo più da una lega di rame e zinco, il potenziale dello zinco è inferiore a quello del rame, per cui lo zinco è facile che diventi l'anodo della batteria che si corrode, in modo che lo zinco si dissolva selettivamente per corrodere il tubo di rame. La teoria e la pratica dimostrano che il processo di corrosione del tubo di rame è strettamente legato alle prestazioni del film protettivo sulla superficie del tubo di rame. Se non si forma un film protettivo iniziale denso, è più probabile che si verifichi la corrosione del tubo di rame. Se non c'è un trattamento iniziale di rivestimento con FeSO4 sul tubo di rame del condensatore, è anche facile che si verifichi una corrosione locale da dezincatura.
Corrosione delle elettrocoppie
Coupling corrosion may occur when two different metal materials come into direct contact in a corrosive medium. In the condenser, the copper alloy condenser tube material is different from the carbon steel tube sheet material in the cooling water potential, there is the possibility of galvanic corrosion between them. The potential of the condenser copper tube is higher than that of the tube plate, which will accelerate the corrosion of the tube plate. But because the thickness of the carbon steel tube plate is larger, generally 25~40mm, the galvanic corrosion won’t affect the safe use in clean freshwater, but in the environment with a high salt concentration of water galvanic corrosion is more likely to occur.
Corrosione da vaiolatura
Questa corrosione è incline a verificarsi sulla superficie della pellicola protettiva del tubo di rame. Poiché l'acqua di raffreddamento contiene Cl e l'ossidazione di Cu generata da Cu+ per generare CuCl instabile, può essere idrolizzata in Cu2O stabile e rendere la soluzione di acidificazione locale la corrosione delle apparecchiature termiche. Se il tubo di rame del condensatore non viene pulito nei tempi previsti, i depositi superficiali irregolari favoriscono la corrosione e alla fine portano alla perforazione per corrosione. Nel funzionamento del tubo di rame del condensatore in frequenti start-stop, il cambiamento di carico è maggiore, l'impatto del vapore di scarico della turbina ad alta velocità, il ruolo del tubo di rame da stress alternato, facile da rendere la membrana superficiale di ottone rottura, produrre corrosione locale, la formazione di buche di corrosione pitting, ridurre il limite di fatica del materiale, e perché la concentrazione di stress alla corrosione, pitting fondo è facile da rompere, sotto l'erosione di NH3, O2 e CO2 in acqua, la frattura è gradualmente ampliato.
Erosion corrosion
This type of corrosion can occur on both the waterside and the steam side, mainly in the waterside. Suspended solids, sand and other solid granular hard objects in circulating cooling water impact and friction on the copper tube at the inlet end of the condenser. After a long time of operation, the inner wall of the front section of the copper tube at the inlet end is rough. Although there is no obvious corrosion pit, the surface is rough, the brass matrix is exposed and the copper tube wall becomes thin. The anodic process of erosion and corrosion can be said to be the dissolution of copper, and the cathodic process is the reduction of O2. The high flow rate will hinder the formation of stable protective film, is also the cause of erosion-corrosion, the general flow rate is not more than 2m/s.
Corrosione da NH3
L'NH3 in eccesso entra nel condensatore con il vapore e si concentra localmente nel condensatore. Se contemporaneamente è presente O2, in quest'area si verifica l'erosione di NH3 sul lato vapore del tubo di rame. La sua caratteristica è l'assottigliamento uniforme della parete del tubo e l'erosione dell'NH3 si verifica facilmente quando il contenuto di ammoniaca nell'acqua raggiunge i 300 mg/l. La condensa nel foro del deflettore è troppo fredda e la concentrazione di ammoniaca disciolta aumenta, causando anche l'erosione della striscia anulare di ammoniaca nel tubo di rame.
Cricca da corrosione sotto sforzo
When the condenser copper tube is not installed properly, vibration and alternating stress will occur in the operation of the copper tube surface to destroy the protective film and corrosion, finally, produce transverse crack to break the copper tube. This is mainly due to the relative displacement of grains inside the copper tube under the action of alternating stress, and the formation of anodic dissolution in the corrosive medium, mostly occurring in the middle of the copper tube.
Corrosione microbica
Microorganisms can change the medium environment in local areas of the condenser wall and cause local corrosion. The electrochemical corrosion process of metal in cooling water is promoted by the biological activity of microorganisms, which generally occurs on the carbon steel tube plate at the inlet side of the condenser. Cooling water often contains bacteria that thrive on Fe2+ and O2, called iron bacteria, which form brown slime. The anoxic conditions at the bottom of the slime provided a suitable environment for the survival of anaerobic sulfate-reducing bacteria. The combined action of iron bacteria and sulfate-reducing bacteria promotes metal corrosion. Operating temperature on the high side, the corrosion scale inhibitor and water quality and operating temperature are not appropriate, inadequate dosage or concentration fluctuations in the scale, will cause the condenser tube wall local Cl – easy through scale layer, caused the corrosion of the metal matrix, and the corrosion of metal ion hydrolysis, leading to higher medium H + concentration of algae and microbial activities also cause increased acidity of medium, The passivation film on the metal surface is destroyed and the metal matrix is further corroded.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-27 14:16:422025-02-24 08:20:53Il materiale comunemente utilizzato per i tubi dei condensatori
Nell'ultimo articolo abbiamo introdotto Che cos'è il cracking causticoIl tipo di cricca caustica e i danni della cricca caustica. Oggi continueremo a descrivere come prevenire la corrosione da cedimento caustico.
Scelta del materiale in acciaio al carbonio
Le attrezzature in acciaio al carbonio possono essere utilizzate per contenere la soda caustica a temperatura ambiente, considerando i termini di resistenza, plasticità e sensibilità alla cricca caustica. Lo 0,20%C ucciso acciaio al carbonio è più adatto per una soluzione caustica a una temperatura massima di 46℃. Tuttavia, quando la temperatura della soda caustica supera i 46℃, è necessario un trattamento termico post-saldatura per evitare la criccatura caustica delle saldature in acciaio ad alto tenore di carbonio. Anche l'aggiunta di Ti e di altri elementi di lega all'acciaio al carbonio e il trattamento termico possono inibire efficacemente la cricca caustica. Ad esempio, il tempo di frattura dei campioni di acciaio al carbonio contenenti 0,73% Ti (frazione di massa di C 0,105%) è stato prolungato da 150h a 1000h dopo essere stato tenuto a 650~750℃ e poi raffreddato dal forno. Il limite superiore della temperatura di servizio dell'acciaio al carbonio e dell'acciaio debolmente legato in soluzione NaOH è riportato nella tabella seguente.
NaOH, %
2
3
5
10
15
20
30
40
50
Limite di temperatura, ℃
82
82
82
81
76
71
59
53
47
Riduzione della sollecitazione residua
Le sollecitazioni interne residue, come il disallineamento laterale, la deformazione angolare e i vuoti, devono essere ridotte al minimo durante la fabbricazione e l'installazione. Il pezzo viene spesso riscaldato a una temperatura predeterminata e mantenuto per un tempo sufficiente a ridurre le tensioni residue a un livello accettabile, che dipende dal tempo e dalla temperatura. Normalmente, il raffreddamento deve essere effettuato a una velocità inferiore per evitare nuove sollecitazioni. La temperatura di ricottura di distensione dell'acciaio al carbonio e dell'acciaio basso legato dopo la saldatura non deve essere inferiore a 620℃ e il tempo di mantenimento deve essere calcolato in base a 1h / 25mm (spessore). Giunti di saldatura ragionevoli, riducendo il più possibile il numero e la lunghezza delle saldature, saldando prima i cordoni corti e poi quelli lunghi per ridurre lo stress residuo. È inoltre possibile scegliere un processo di assemblaggio ragionevole e utilizzare un margine di ritiro riservato o una deformazione inversa, un metodo di fissaggio rigido per evitare la deformazione della saldatura.
È possibile adottare alcune misure per ridurre lo squilibrio locale delle sollecitazioni interne alla struttura di rivettatura, come la disposizione uniforme dei fori di rivettatura per evitare un'eccessiva pressione di rivettatura, ecc. Lo stress residuo è il fattore principale che causa la fragilità alcalina. Per ridurre le tensioni residue dei giunti saldati è necessario adottare misure relative al processo di saldatura, come una bassa energia di linea, il preriscaldamento prima della saldatura, una sequenza e una direzione di saldatura adeguate e la martellatura interstrato. Le misure efficaci per prevenire le cricche caustiche sono il trattamento termico per eliminare le tensioni dopo la formatura a freddo e la fabbricazione della struttura di saldatura.
Aggiunta di un inibitore di corrosione
Gli inibitori di corrosione comunemente utilizzati sono Na3PO4, NaNO3, NaNO2, Na2SO4, ecc. tra cui il NaNO2 è molto efficace nel prevenire l'infragilimento da alcali.
Il dosaggio viene determinato in base ai risultati sperimentali. Ad esempio, il rapporto NaNO3/NaOH per prevenire l'embrilling alcalino deve essere superiore a 0,4, mentre quello Na2SO4/NaOH deve essere superiore a 5.
Riduzione della temperatura di servizio
Mantenere la temperatura di esercizio al di sotto dei 46° C il più possibile, ad esempio riscaldando le bobine in modo intermittente.
Per evitare che la concentrazione
È una misura efficace per prevenire le cricche caustiche per ridurre o impedire l'aumento della concentrazione locale o l'evaporazione e la concentrazione ripetuta di alcali durante la progettazione.
Preparare in anticipo
Sostituire il materiale delle condutture e delle attrezzature principali con acciaio inox 304 per aumentare la temperatura della cricca caustica e la temperatura dell'area di frattura. Ridurre il più possibile il tempo di tracciatura del vapore e trattare termicamente la linea principale e le attrezzature prima dell'uso per eliminare la concentrazione di stress ed evitare la cricca caustica.
https://www.wldsteel.com/wp-content/uploads/2021/04/1TD.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-25 14:06:292021-04-25 14:17:51Come prevenire la fessurazione da caustici?
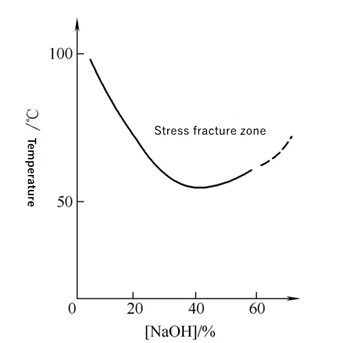
La cricca caustica, nota anche come infragilimento caustico, è la cricca dei metalli in soluzioni alcaline dovuta all'azione combinata di sforzi di trazione e mezzi corrosivi, è un tipo di SCC. La causa della criccatura delle caldaie a pressione si verifica principalmente nelle parti in cui il vapore viene ripetutamente evaporato e condensato o a contatto con la soda caustica, che possono essere in acciaio al carbonio, acciaio basso legato, acciaio ferritico e acciaio inossidabile austenitico. Gli incidenti causati dall'esplosione del cracking si verificano spesso nel sistema delle caldaie, ma la concentrazione di Na+ può verificarsi anche nelle autoclavi, nei sistemi di recupero del calore di scarto e negli evaporatori di Al2O3 delle imprese di alluminio elettrolitico negli impianti chimici cloro-alcali, nelle cartiere e nelle industrie di energia nucleare.
Quando la concentrazione di idrossido di sodio è superiore a 5%, l'acciaio al carbonio e le condutture a vapore in acciaio basso legato hanno quasi la probabilità di produrre cricche caustiche, la corrosione da stress alcalino si verifica generalmente a più di 50~80℃, soprattutto in prossimità del punto di ebollizione della zona ad alta temperatura, con una concentrazione di alcali di 40% ~ 50%. Secondo la teoria, quando la frazione di massa di NaOH locale è superiore a 10%, il film di ossido protettivo del metallo viene dissolto e il metallo della matrice reagisce ulteriormente con l'alcali per formare ossidi corrosivi magnetici sciolti e porosi e la soluzione acquosa è alcalina. Finché 10~20mg-L-1 NaOH è contenuto nell'acqua della caldaia o dello scambiatore di calore, l'evaporazione locale ripetuta può portare alla concentrazione di alcali sotto il sedimento o nelle fessure, causando la corrosione alcalina locale.
I fattori che influenzano la sensibilità del cracking caustico
La cricca caustica è facile che si verifichi nelle parti concentrate di liquido contenente alcali con elevate tensioni residue, come le parti dei giunti di saldatura; questo tipo di SCC si sviluppa solitamente in modo intergranulare e le fratture sono piene di ossidi.
Le cricche alcalino-fragili nell'acciaio al carbonio conduttura del vapore appaiono come sottili cricche intergranulari con ossidi. Ci sono diversi fattori principali che determinano la fragilità degli alcali: la concentrazione di alcali, la temperatura del metallo e la tensione di trazione. Gli esperimenti dimostrano che alcune cricche caustiche si verificano entro pochi giorni, mentre la maggior parte si verifica quando l'esposizione supera 1 anno. Aumentando la concentrazione di alcali e la temperatura si può migliorare il tasso di criccatura.
Medio
La cricca caustica è la corrosione che si verifica ad alte temperature nella soda concentrata. Quando la frazione di massa di NaOH è inferiore a 5%, non si verifica il cracking caustico. Questa soda concentrata può essere il mezzo di lavoro o essere raccolta durante la lavorazione. Più alta è la concentrazione di soda caustica, maggiore è la sensibilità del cracking caustico, che non è solo legato alla concentrazione dell'alcali ma dipende anche dalla temperatura della soluzione.
La temperatura
Il tempo di frattura da cricca degli acciai per condotte a vapore a basso tenore di carbonio aumenta con la diminuzione della sollecitazione. Si è riscontrato che il metallo nella zona termicamente interessata con la maggiore deformazione plastica residua, cioè il metallo riscaldato a 500~850℃ nel processo di saldatura, ha la maggiore tendenza alla SCC. Nella manutenzione delle apparecchiature alcaline è stato riscontrato che i metalli riscaldati a temperature superiori a 550℃ e leggermente inferiori alla zona di ricristallizzazione durante la saldatura presentano la maggiore tendenza alla cricca in soluzione alcalina, dove lo stress residuo di saldatura e lo stress della microstruttura sono maggiori.
Elementi metallici
Poiché la cricca caustica e la fragilità da nitrati dell'acciaio a basso tenore di carbonio si fratturano lungo la grana, si ipotizza che la sensibilità di tale fragilità sia causata dalla segregazione di C, N e altri elementi al confine della grana. Gli elementi chimici che causano la criccatura caustica dell'acciaio per condotte a vapore a basso tenore di carbonio sono i seguenti:
La segregazione di C e N ai confini dei grani aumenta la sensibilità alla cricca caustica;
L'effetto degli oligoelementi, dovuto alla segregazione di S, P, As e altre impurità ai confini del grano, aumenta la sensibilità alla fragilità da alcali. Tuttavia, una piccola quantità di La, Al, Ti e V può essere dovuta alla riduzione della segregazione di impurità dannose nei confini del grano, riducendo la sensibilità alla fragilità alcalina.
Il cracking caustico aumenta con l'aumentare della dimensione dei grani;
Trattamento termico. La sensibilità alla cricca caustica dell'acciaio dopo la sferoidizzazione è maggiore di quella dello stato normalizzato, il che può essere dovuto all'aumento della segregazione dei confini del grano durante la sferoidizzazione dei carburi.
Potenziale
Il potenziale sensibile di criccatura caustica dell'acciaio per condotte a vapore a basso tenore di carbonio in una soluzione bollente di NaOH 35%~40% è di -1150~800mV (SCE), e il potenziale di criccatura caustica si verifica nell'intervallo di -700mV (SCE) al punto di ebollizione (120℃). Al potenziale critico, il ritiro di sezione del campione diminuisce notevolmente. L'analisi della struttura a raggi X mostra che sulla superficie del campione si forma un film protettivo di Fe3O4.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-19 09:02:562021-04-19 09:03:25Che cos'è il Caustic Cracking nella conduttura del vapore?
Il catrame di carbone epossidico è un tipo di rivestimento anticorrosione ] con un'eccellente resistenza agli urti e all'acqua, costituito da resina epossidica modificata, resina poliammidica, catrame di carbone, riempitivi e additivi, che offre un'eccellente resistenza all'acqua, resistenza alla corrosione microbica, buona adesione, tenacità, resistenza all'umidità. Può prevenire tutti i tipi di incisione ionica, è stato ampiamente utilizzato in acciaio utilizzato in oleodotti sotterranei, tubi dell'acqua, anticorrosione di tubi di scaricoecc. Lo strato anticorrosivo di asfalto di carbone epossidico si divide in anticorrosivo generale, anticorrosivo potenziato (uno strato di tre oli) e anticorrosivo speciale potenziato (due strati di quattro oli). Il tubo d'acciaio anticorrosivo in catrame di carbone epossidico è una forma anticorrosiva di strato di tessuto di vetro e rivestimento anticorrosivo. Il catrame di carbone epossidico di alta qualità con rivestimento anticorrosivo ha una superficie liscia, una stretta adesione con il tessuto di vetro, non è facile da staccare e non ha un forte odore pungente dopo la completa essiccazione.
Applicazioni
Poiché il pigmento di ferro a forma di lastra contenuto nel rivestimento e l'abbinamento del primer possono formare un rivestimento denso, solido e impermeabile, il rivestimento anticorrosivo epossidico a base di pece di carbone ha anche una bassa permeabilità al vapore acqueo e un'eccellente resistenza all'acqua, può essere utilizzato per il fondo della nave, la cisterna di zavorra, la pila d'acciaio del molo, il supporto d'acciaio della miniera, il serbatoio dell'acido, la conduttura dell'acqua e l'anticorrosione della parete della conduttura dell'acqua di raffreddamento industriale e mineraria, l'anticorrosione e le perdite della struttura d'acciaio subacquea e dei componenti in cemento, la conduttura sotterranea e il serbatoio di stoccaggio del gas sotto la protezione; protezione dei campi costieri e salini in aree ad alta temperatura; anticorrosione delle pareti interne ed esterne di condotte chimiche e di altro tipo. Allo stesso tempo, è anche adatto per lunghi anni di ambiente umido, come il trattamento delle acque reflue o l'ambiente di costruzione, per la superficie del substrato umido e per i requisiti di rivestimento della tenacità delle parti superiori.
Stoccaggio e trasporto
1. Se non può essere utilizzato in tempo, deve essere conservato al chiuso per evitare che il rivestimento venga danneggiato dal sole; se si trova all'aperto, deve essere utilizzato uno schermo anti-UV.
2. La costruzione deve avvenire in buone condizioni di ventilazione. Il fuoco aperto è severamente vietato in cantiere;
3. Prestare attenzione ai cambiamenti di clima e di temperatura. Non è adatto alla costruzione in ambienti con pioggia, nebbia, neve o umidità relativa superiore a 80%.
La temperatura di costruzione deve essere superiore a 10℃;
4. Nel processo di trasporto sono vietate le collisioni violente, l'estrusione e il deposito.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-04-12 08:24:542021-04-12 08:24:56A cosa serve il tubo in acciaio rivestito di catrame di carbone epossidico?
Pila di tubi d'acciaio La fondazione in tubi d'acciaio ha le caratteristiche di rapidità di costruzione, sicurezza e operatività altamente meccanizzata ed è spesso ampiamente utilizzata per grandi ponti offshore, sottostrutture di porti e moli, piattaforme temporanee e cavalletti, ecc. Rispetto alle fondazioni in cemento armato, le fondazioni con pali in tubo d'acciaio presentano i seguenti vantaggi:
Leggero, ad alta resistenza, comodo da caricare e trasportare;
Elevata capacità portante. L'acciaio può essere efficacemente conficcato nel terreno duro, il corpo del palo non è facilmente danneggiabile e può ottenere una grande capacità portante del palo singolo;
La lunghezza è facile da regolare, può essere regolata collegando o tagliando a seconda delle esigenze.
Una piccola quantità di scarico del terreno. L'estremità inferiore del palo è aperta. Con l'infissione del palo, il volume di schiacciamento del terreno del tubo del palo è notevolmente ridotto rispetto a quello del palo in calcestruzzo a nucleo solido, e il disturbo alla fondazione circostante è minore e lo spostamento è minore.
Può essere saldato, è facile da usare e veloce da costruire.
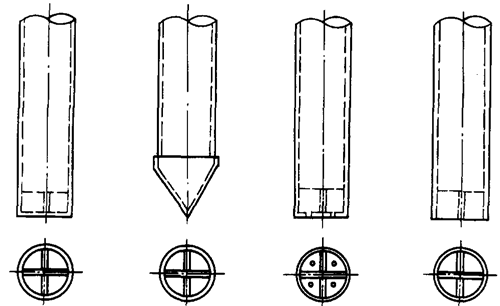
I pali per tubi in acciaio sono generalmente realizzati in acciaio al carbonio semplice, con una resistenza alla trazione di 402MPa e una resistenza allo snervamento di 235,2MPa, o in base ai requisiti di progetto. Può essere un Tubo SSAW e un tubo LSAW. Il tubo in acciaio SSAW ha un'elevata rigidità ed è comunemente utilizzato. Per facilitare il trasporto ed essere limitati dall'altezza del telaio del palo, i pali in tubo d'acciaio sono solitamente composti rispettivamente da un palo a sezione superiore, un palo a sezione inferiore e diversi pali a sezione centrale. La lunghezza di ogni sezione è generalmente di 13 o 15 m, come mostrato in figura:
A) Pila della sezione inferiore;
(b) Pila a sezione centrale;
(c) Pila della sezione superiore
L'estremità inferiore della pila di tubi d'acciaio si divide in apertura e chiusura. La sua struttura e il suo tipo sono illustrati nella figura seguente:
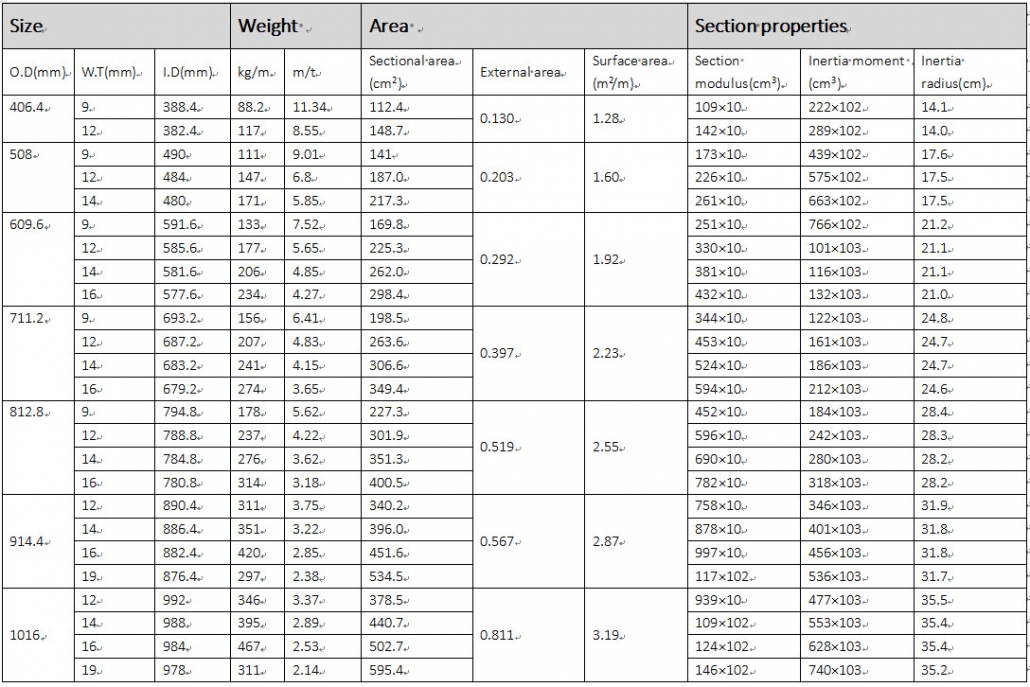
Il diametro della pila di tubi d'acciaio è di φ406,4-φ2032,0 mm e lo spessore della parete è di 6-25 mm.
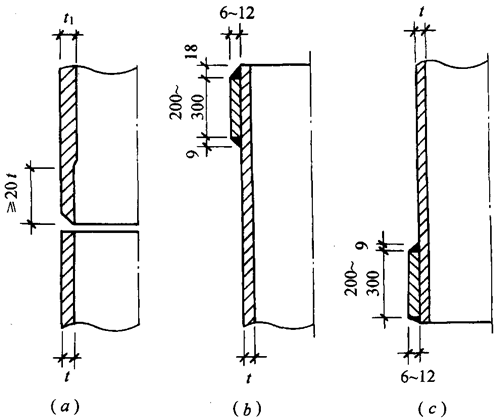
Occorre prendere in considerazione la geologia ingegneristica, il carico, il piano di fondazione, il carico superiore e le condizioni di costruzione. Le specifiche comunemente utilizzate sono 406,4 mm, 609,6 mm e 914,4 mm, spessore delle pareti 10, 11, 12,7, 13 mm, ecc. In genere, i pali di sezione superiore, media e inferiore adottano lo stesso spessore di parete. A volte, per far sì che la sommità del palo sopporti l'enorme impatto del martello ed evitare l'instabilità radiale, lo spessore della parete della sezione superiore del palo deve essere opportunamente aumentato, oppure si deve aggiungere all'anello esterno del palo un collare piatto di rinforzo in acciaio di 200~300 mm di larghezza e 6~12 mm di spessore. tubo per paliPer ridurre la resistenza all'attrito dell'affondamento del tubo palo e impedire che l'estremità venga danneggiata a causa della deformazione durante la penetrazione nello strato duro del terreno, all'estremità inferiore del tubo palo in acciaio viene applicato un collare di rinforzo. Per i tubi in acciaio Φ406,4 ~ Φ914,4 mm, le dimensioni del collare di rinforzo sono 200~300 mm*6~12 mm.
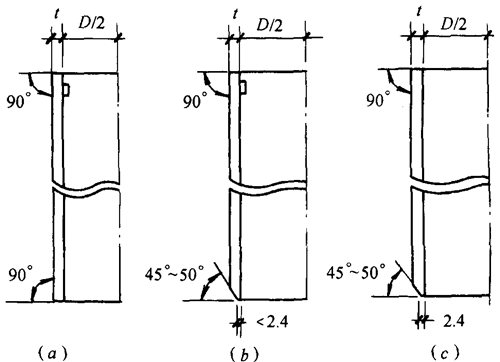
(a) Forme strutturali dei giunti di pali in tubo d'acciaio con diversi spessori di parete;
(b) Collare di rinforzo sulla sommità dei pali;
(c) Collare di rinforzo all'estremità inferiore della pila
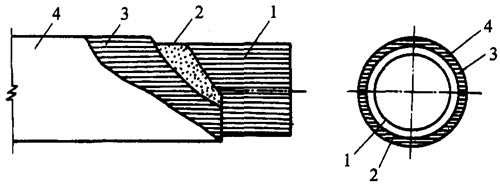
Gli accessori dei pali in tubo d'acciaio comprendono principalmente una copertura saldata sulla sommità del palo per sopportare il carico superiore, un nastro d'acciaio piatto, un anello di protezione sul fondo del palo e un morsetto in rame saldato sul giunto del palo. Per ridurre l'attrito negativo del terreno soffice di fondazione sulla capacità portante dei pali, uno strato di asfalto speciale, polietilene e altri materiali compositi viene rivestito sulla superficie esterna dell'estremità superiore del palo in tubo d'acciaio per formare uno strato di scorrimento di 6~10 mm, riducendo l'attrito negativo di 4/5-9/10.
Struttura dello strato di scorrimento della pila di tubi d'acciaio:
1 Pila di tubi d'acciaio;
2 Rivestimento di fondo;
3 Strato scorrevole;
4 Superficie
https://www.wldsteel.com/wp-content/uploads/2021/03/S40.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-03-29 14:13:402021-03-29 14:26:10La progettazione di palificazioni in tubi d'acciaio
Nella regione della pianura alluvionale interna e offshore, lo spessore di 50 ~ 60 m dello strato di terreno soffice del carico superiore è grande e non può fungere direttamente da strato portante, lo strato portante a bassa compressione è sempre profondo, dove di solito si utilizza la struttura generale del palo in acciaio con un martello per pali che produce un grande impatto su di esso. Le fondazioni con pali in acciaio sono più adatte di quelle tradizionali in cemento armato e cemento armato precompresso.
Il palo in acciaio è generalmente costituito da un tubo in acciaio saldato a spirale e da una piastra in acciaio al carbonio. Attualmente, i pali in acciaio sono utilizzati principalmente nelle aree offshore, circondate da acque profonde e dalla grande forza d'urto di onde, correnti e navi. I pali in tubo d'acciaio presentano una serie di vantaggi, come l'alta resistenza e la grande resistenza alla flessione. Buona elasticità, in grado di assorbire grandi deformazioni e di ridurre la forza d'urto della nave sulla banchina; costruzione conveniente, in grado di accelerare il progresso della costruzione di strutture portuali. Ecco le specifiche comunemente utilizzate per i pali in tubo d'acciaio.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-03-27 10:56:192021-03-27 12:19:20Le specifiche del palo di tubi d'acciaio
La resistenza dell'acciaio si riferisce alle prestazioni di deformazione e frattura dei materiali metallici sotto l'azione di una forza esterna, che generalmente comprende la resistenza alla trazione, alla flessione e alla compressione. Più l'acciaio è resistente alle forze esterne, più è forte. Come possiamo quindi migliorare la resistenza dell'acciaio?
Soluzione Srafforzamento
La soluzione solida degli elementi di lega nel metallo matrice provoca una certa distorsione reticolare e aumenta la resistenza della lega. La distorsione reticolare aumenta la resistenza al movimento delle dislocazioni e rende difficile lo scivolamento, aumentando così la resistenza e la durezza della soluzione solida della lega. Questo fenomeno di rafforzamento di un metallo attraverso la dissoluzione in un elemento soluto per formare una soluzione solida è chiamato rafforzamento in soluzione solida.
La resistenza e la durezza del materiale aumentano con la giusta concentrazione di atomi di soluto, ma la tenacità e la plasticità diminuiscono. Più alta è la frazione atomica di atomi di soluto, maggiore è la differenza di dimensioni atomiche tra l'atomo di soluto e il metallo della matrice e più forte è il rafforzamento.
Gli atomi soluti interstiziali hanno un effetto di rafforzamento della soluzione maggiore rispetto agli atomi sostitutivi e l'effetto di rafforzamento degli atomi interstiziali è maggiore di quello dei cristalli cubici a facce centrate perché la distorsione reticolare degli atomi interstiziali nei cristalli cubici a corpo centrato è asimmetrica. Tuttavia, la solubilità solida degli atomi interstiziali è molto limitata e anche l'effetto di rafforzamento effettivo è limitato. Quanto più grande è la differenza nel numero di elettroni di valenza tra l'atomo di soluto e il metallo di substrato, tanto più evidente è il rafforzamento della soluzione, cioè la forza di resa della soluzione solida aumenta con l'aumento della concentrazione di elettroni di valenza.
Tempra del lavoro
Con l'aumento della deformazione a freddo, la resistenza e la durezza dei materiali metallici aumentano, ma la plasticità e la tenacità diminuiscono. L'incrudimento a freddo è il fenomeno per cui la resistenza e la durezza dei materiali metallici aumentano, mentre la plasticità e la tenacità diminuiscono durante la deformazione plastica al di sotto della temperatura di ricristallizzazione. Poiché il metallo nella deformazione plastica, lo slittamento dei grani, le dislocazioni causano l'allungamento dei grani, la frammentazione e la fibrosi, la tensione residua interna del metallo. L'indurimento da lavoro è solitamente espresso dal rapporto tra la microdurezza dello strato superficiale dopo la lavorazione e quella prima della lavorazione e la profondità dello strato di indurimento.
L'indurimento da lavoro può migliorare le prestazioni di taglio degli acciai a basso tenore di carbonio e facilitare la separazione del truciolo, ma comporta difficoltà nella successiva lavorazione delle parti metalliche. Ad esempio, nel processo di laminazione a freddo delle lamiere e dei fili d'acciaio trafilati a freddo, il consumo di energia della trafilatura aumenta e addirittura si rompe, per cui è necessario passare attraverso una ricottura intermedia per eliminare l'indurimento da lavoro. Nel processo di taglio, la superficie del pezzo diventa fragile e dura, aumentando la forza di taglio e accelerando l'usura degli utensili, ecc.
Migliora la resistenza, la durezza e la resistenza all'usura degli acciai, soprattutto per quei metalli puri e alcune leghe la cui resistenza non può essere migliorata dal trattamento termico. Ad esempio, il filo di acciaio ad alta resistenza trafilato a freddo e la molla a spirale a freddo, sono deformazioni che vengono utilizzate per migliorare la resistenza e il limite elastico. Anche i cingoli dei carri armati, dei trattori e i deviatoi delle ferrovie utilizzano l'incrudimento per migliorare la durezza e la resistenza all'usura.
Rafforzamento a grana fine
Il metodo per migliorare le proprietà meccaniche del metallo raffinando i grani è chiamato rafforzamento a grana fine. Sappiamo che un metallo è un policristallo composto da molti grani e la dimensione dei grani può essere espressa dal numero di grani per unità di volume. Maggiore è il numero, più fini sono i grani. Gli esperimenti dimostrano che il metallo a grana fine ha una resistenza, una durezza, una plasticità e una tenacità maggiori rispetto al metallo a grana grossa a temperatura normale. Ciò è dovuto al fatto che i grani fini possono essere dispersi in un numero maggiore di grani quando si verifica la deformazione plastica sotto l'azione di una forza esterna, per cui la deformazione plastica è più uniforme e la concentrazione delle sollecitazioni è ridotta.
Inoltre, quanto più fine è la grana, tanto più grande è l'area di confine della grana e quanto più tortuoso è il confine della grana, tanto più svantaggiosa è la propagazione della cricca. Pertanto, il metodo industriale per migliorare la resistenza del materiale attraverso la raffinazione della grana è chiamato rafforzamento a grana fine. Quanto più numerosi sono i confini dei grani, tanto minore è la concentrazione delle tensioni e tanto più elevato è il limite di snervamento del materiale. I metodi per affinare la grana includono: aumento del grado di superraffreddamento;
Trattamento metamorfico;
Vibrazioni e agitazione;
I metalli deformati a freddo possono essere raffinati controllando il grado di deformazione e la temperatura di ricottura.
Seconda fase di rafforzamento
Oltre alla fase matrice, nella lega multifase esiste una seconda fase rispetto alla lega monofase. Quando la seconda fase è distribuita uniformemente nella fase matrice sotto forma di particelle finemente disperse, l'effetto di rafforzamento sarà significativo. Questo rafforzamento è chiamato rinforzo di seconda fase. Per il movimento delle dislocazioni, la seconda fase della lega presenta le seguenti due condizioni: (1) rinforzo da parte di una particella indeformabile (meccanismo di bypass). (2) L'effetto di rafforzamento delle particelle deformabili (un meccanismo di taglio).
Il rafforzamento per dispersione e quello per precipitazione appartengono entrambi ai casi speciali di rafforzamento della seconda fase. La ragione principale del rafforzamento della seconda fase è l'interazione tra queste e le dislocazioni, che ostacola il movimento delle dislocazioni e aumenta la resistenza alla deformazione della lega.
In generale, l'elemento più importante che influisce sulla resistenza è la composizione del metallo stesso, la struttura organizzativa e lo stato superficiale, seguiti dallo stato di sollecitazione, come la velocità della forza successiva, il metodo di carico, il semplice stiramento o la sollecitazione ripetuta, mostreranno una resistenza diversa; inoltre, anche la forma e le dimensioni del metallo e il mezzo di prova hanno un effetto, a volte persino decisivo, come la resistenza alla trazione degli acciai ultra-altoresistenziali può ridursi esponenzialmente in un'atmosfera di idrogeno.
Ci sono due modi principali per migliorare la resistenza: uno è quello di migliorare la forza di legame interatomico della lega per migliorare la sua resistenza teorica e produrre un cristallo completo senza difetti come i whisker. La resistenza dei baffi di ferro noti è vicina al valore teorico, il che si può supporre sia dovuto alla mancanza di dislocazioni nei baffi o al fatto che essi contengono solo un piccolo numero di dislocazioni che non possono proliferare durante la deformazione. Tuttavia, quando il diametro del baffo è grande, la resistenza diminuisce drasticamente. In secondo luogo, nel cristallo viene introdotto un gran numero di difetti, come dislocazioni, difetti puntiformi, atomi eterogenei, confini di grano, particelle altamente disperse o disomogeneità (come la segregazione), ecc. Questi difetti ostacolano il movimento delle dislocazioni e migliorano significativamente la resistenza del metallo. Questo si è rivelato il modo più efficace per aumentare la resistenza del metallo.
https://www.wldsteel.com/wp-content/uploads/2021/03/timg-12.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-03-25 12:10:272021-03-25 12:17:25Come migliorare la resistenza dell'acciaio?