Défauts de finition du tube carré galvanisé et leur prévention
Les exigences de qualité des tubes carrés galvanisés sont très élevées. Cependant, en raison des inévitables défauts de qualité correspondants dans chaque processus de production de tubes en acier, et certains tubes en acier sont en service dans des conditions environnementales particulières, en plus de la performance globale du tube en acier, de la précision du diamètre extérieur et de l'épaisseur de la paroi, et de la surface plane, en plus des exigences de rectitude, des exigences spéciales sont également mises en avant pour sa surface, sa face d'extrémité, son anticorrosion, etc.
Afin de répondre aux exigences susmentionnées, le tube d'acier doit être redressé et les défauts réparés après refroidissement ; l'extrémité du tube doit être traitée ; le tube d'acier après avoir passé l'inspection de performance (test) du tube d'acier est vérifié, puis la mesure de la longueur, le pesage, le Logo, la bibliothèque de l'emballeur. En résumé, le processus de finition des tubes en acier est un processus important, indispensable pour éliminer les défauts des tubes en acier, améliorer encore la qualité des tubes en acier, répondre aux besoins d'utilisations spéciales des produits et clarifier l'"identité" des produits. La finition des tubes d'acier comprend principalement : le redressement des tubes d'acier, la coupe des extrémités (chanfreinage, calibrage)
Inspection et contrôle (y compris contrôle de la qualité de la surface, contrôle des dimensions géométriques, contrôle non destructif et essai hydraulique, etc.), meulage, mesure de la longueur, pesage, peinture, impression par pulvérisation, emballage et autres processus. Certains tubes en acier à usage spécial nécessitent également un grenaillage de surface, un usinage et un traitement anticorrosion.
Dans les différents processus de finition des tubes d'acier, les exigences d'inspection des tubes d'acier et les procédures d'inspection ont été présentées dans le premier chapitre. La mesure de la longueur, le pesage, la peinture, l'impression par pulvérisation et l'emballage du tube d'acier ne modifient généralement pas la forme, la taille et les performances du tube d'acier, à l'exception de défauts mineurs tels que des meurtrissures et des rayures sur le corps du tube d'acier. Par conséquent, ce chapitre vise à mettre l'accent sur les défauts de qualité et les mesures préventives des tubes d'acier dans les trois processus impliquant une déformation ou un traitement du tube d'acier, tels que le redressage, le meulage et le traitement de surface.
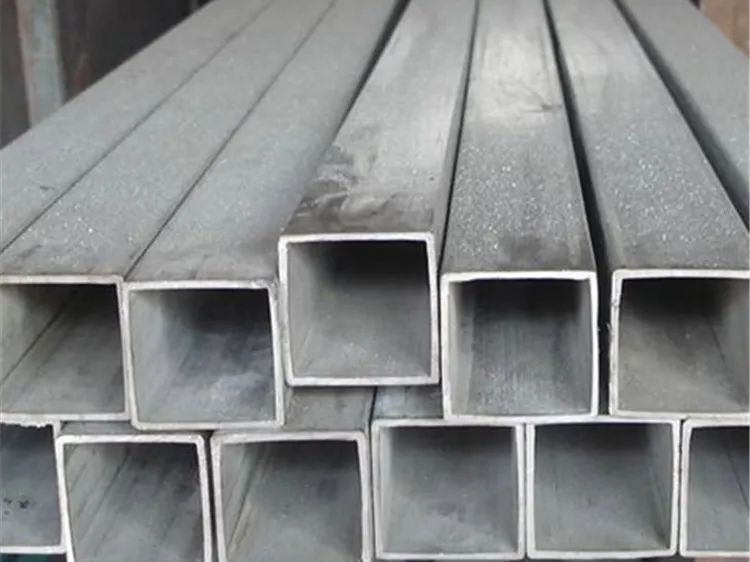
La norme spécifie les exigences en matière de "finition de surface" pour les tuyaux en acier. Cependant, il existe pas moins de 10 défauts de surface des tubes en acier causés par diverses raisons au cours de la production (voir l'annexe "Exemples de défauts typiques des tubes en acier galvanisé"). Ces défauts sont principalement les suivants : fissures superficielles (craquelures), lignes de cheveux, plis intérieurs, plis extérieurs, écrasement, routes droites intérieures, routes droites extérieures, couches de séparation, cicatrices, piqûres, coques convexes, piqûres de chanvre (surfaces marquées), abrasion (rayures), spirale interne, spirale externe, ligne bleue, correction concave, impression au rouleau, etc. Parmi les défauts de surface des tubes d'acier mentionnés ci-dessus, certains défauts sont très nuisibles à la performance du tube d'acier, appelés défauts dangereux, tels que les fissures (craquelures) du tube d'acier, les plis intérieurs, les plis extérieurs, l'écrasement, la délamination, le nouage, l'arrachement, etc. Concaves, convexes, etc. ; certains défauts ont relativement peu d'impact sur la performance des tubes en acier, appelés défauts généraux, tels que les piqûres d'acier (surfaces), les lignes bleues, les éraflures (rayures, bosses), les légères lignes droites intérieures et extérieures, les légères spirales intérieures et extérieures, la correction de la concavité, l'impression au rouleau, etc.
Bien que certains défauts de surface généraux, très légers et ayant peu d'impact sur l'utilisation des tubes en acier, puissent subsister sur les tubes en acier, la norme prévoit toujours des restrictions très strictes concernant la profondeur et la longueur (taille) des défauts. Les défauts de surface dangereux des tuyaux en acier doivent être complètement éliminés par découpage ou meulage. Lors du meulage des défauts de surface des tuyaux en acier qui permettent le meulage, la profondeur du point de meulage spécifié et la forme du point de meulage doivent répondre aux exigences spécifiées dans la norme. Afin d'améliorer la qualité de la surface des tubes en acier, les surfaces intérieures et extérieures des tubes en acier sont parfois grenaillées (sablées), sablées ou usinées et tournées.
Les défauts de surface des tuyaux en acier galvanisé ont deux causes principales. D'une part, ils sont causés par des défauts de surface ou des défauts internes du tube. D'autre part, ils apparaissent au cours du processus de production, c'est-à-dire si la conception des paramètres du processus de laminage est incorrecte, si la surface de l'outil (moule) n'est pas lisse, si les conditions de lubrification ne sont pas bonnes, si la conception et l'ajustement de la passe ne sont pas raisonnables, etc. Problèmes de qualité de surface ; ou pendant le processus de chauffage, de laminage, de traitement thermique et de redressement de l'ébauche de tube (tube d'acier), si la température de chauffage est mal contrôlée, la déformation est inégale, la vitesse de chauffage et de refroidissement est déraisonnable, ou la déformation de redressement est trop importante. Une contrainte résiduelle excessive est également susceptible de provoquer des fissures superficielles dans les tubes en acier.
Laisser un commentaire
Participez-vous à la discussion?N'hésitez pas à contribuer!