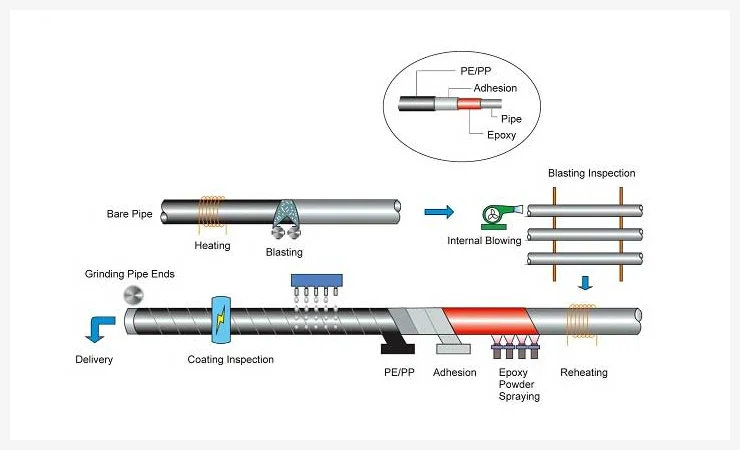
Comment fabriquer des tubes d'acier à revêtement 3PE
Les normes de revêtement 3PE sont les suivantes ANSI/AWWA C104/A21.4 American National Standard for Cement-Mortar Lining for Ductile-Iron Pipe and Fittings for Water, ISO 21809 Petroleum and natural gas industries - External coatings for buried or submerged pipelines used in pipeline transportation systems, DIN 30670 Polyethylen coatings of steel pipes and fittings.
Le tuyau nu normal sera corrodé dans un environnement sévère et sa durée de vie sera réduite, ce qui rendra les coûts de construction et d'entretien très élevés. Mais grâce aux bonnes performances de chaque couche du système de revêtement 3PE, le tuyau revêtu de 3PE peut protéger le tuyau dans un environnement sévère et prolonger sa durée de vie jusqu'à 30-50 ans, voire plus, ce qui réduit considérablement les coûts de construction et d'entretien du pipeline. En même temps, le tuyau revêtu de 3PE possède une propriété d'isolation thermique favorable, les pertes thermiques ne sont que de 25% par rapport au tuyau traditionnel, ce qui permet d'économiser beaucoup d'énergie pendant l'exploitation. Enfin, le tuyau revêtu de 3PE peut être posé directement sous terre ou dans l'eau, même directement dans la terre gelée, en raison de ses bonnes propriétés anticorrosion et de résistance aux chocs à basse température, sans qu'il soit nécessaire de construire des fossés.
Le tube d'acier à revêtement 3PE présente de bonnes performances d'isolation thermique, et la perte de chaleur n'est que de 25% par rapport à celle des tubes traditionnels. Le fonctionnement à long terme permet d'économiser une grande quantité de ressources, de réduire de manière significative les coûts énergétiques, et présente une forte résistance à l'eau et à la corrosion. Grâce à une tranchée, le tuyau peut être directement enterré dans le sol ou dans l'eau. La construction est simple et rapide, le coût global est faible, la résistance à la corrosion et aux chocs est bonne dans des conditions de basse température, et le tuyau peut être directement enterré dans un sol gelé dans un certain environnement.