nuestra fábrica tiene Φ720 laminado puede producir tubos sin costura de gran tamaño directamente . tales como API5L X65QS PSL2 OD610*12.7mm por laminado en caliente produciendo Longitud 12m
Sulfuro de hidrógeno H₂S es un compuesto inorgánico que es incoloro, inflamable, soluble en agua gas ácido, la corrosión por sulfuro de hidrógeno se refiere a la tubería de petróleo y gas que contiene una cierta concentración de sulfuro de hidrógeno (H2S) y la corrosión del agua. El H₂S se disuelve en el agua y se vuelve ácido, lo que provoca corrosión electroquímica y picaduras y perforaciones locales en las tuberías. Los átomos de hidrógeno generados en el proceso de corrosión son absorbidos por el acero y se enriquecen en los defectos metalúrgicos de la tubería, lo que puede provocar la fragilización del acero y el inicio de grietas, dando lugar a fisuras. Las tuberías y los equipos de los yacimientos de petróleo y gas ácidos que contienen H₂S han aparecido muchas veces desgarros repentinos o fracturas frágiles, agrietamiento de la zona de soldadura y otros accidentes, que están causados principalmente por el agrietamiento inducido por hidrógeno (HIC) y el agrietamiento por tensión de sulfuro (SSC).
Los factores que afectan a la corrosión del H₂S incluyen la concentración de sulfuro de hidrógeno, el valor PH, la temperatura, el caudal, la concentración de dióxido de carbono y de iones cloruro (C1-), etc. Se constituye un ambiente húmedo de corrosión bajo tensión por sulfuro de hidrógeno si se cumplen las siguientes condiciones:
La temperatura del medio no es superior a 60+2P ℃, P es la presión manométrica del medio (MPa);
B la presión parcial de sulfuro de hidrógeno no es inferior a 0,35mpa;
El medio contiene agua o la temperatura del medio es inferior a la temperatura del punto de rocío del agua;
Medio con PH inferior a 9 o cianuro.
Los resultados muestran que para el acero aleado cuando la resistencia o la dureza del acero es la misma, la microestructura de distribución uniforme de pequeños carburos esféricos puede obtenerse mediante el revenido a alta temperatura después del temple, y la resistencia a la corrosión por H2S es mejor que después del revenido. La forma de las inclusiones también es importante, especialmente la de los MnS, ya que éstos son propensos a la deformación plástica a altas temperaturas, y la chapa de MnS formada por laminación en caliente no puede modificarse durante el tratamiento térmico posterior.
Los elementos Mn, Cr y Ni se añaden al acero al carbono para mejorar la templabilidad, especialmente el Ni. Generalmente se cree que el elemento Ni es beneficioso para la tenacidad del acero aleado, pero el sobrepotencial de reacción de evolución de hidrógeno del acero Ni es bajo, el ion hidrógeno es fácil de descargar y reducir para acelerar la precipitación de hidrógeno, por lo que la resistencia del acero Ni a la corrosión bajo tensión por sulfuro es pobre. En general, el acero al carbono y el acero aleado deben contener menos de 1% o nada de níquel. Elementos como Mo, V, Nb, etc. que forman carburos estables en el acero.
ISO 15156-2, ISO15156-3 o NACE MR0175-2003 han limitado las condiciones ambientales para evitar la aparición de corrosión bajo tensión. Si no se cumplen estas condiciones, se realizarán ensayos HIC y SSC y se cumplirán otras normas pertinentes. La norma MR-01-95 del Instituto Americano de la Corrosión (NACE) establece que, para evitar el agrietamiento por corrosión bajo tensión por sulfuro (SSCC), se utilizará acero ordinario (contenido de níquel inferior a 1%) con una dureza inferior a Rockwell HRC22 o acero al cromo-molibdeno templado con un contenido de níquel inferior a HRC 26.
Además, existen otras restricciones:
Impurezas en el acero: azufre ≤ 0,002%, P≤0,008%, O≤ 0,002%.
Dureza no superior a 22HRC, límite elástico inferior a 355MP, resistencia a la tracción inferior a 630MPa
El contenido de carbono del acero debe reducirse tanto como sea posible bajo la condición de satisfacer las propiedades mecánicas de la placa de acero. Para acero de bajo contenido en carbono y acero al carbono-manganeso: CE≤0,43, CE=C+Mn/6; Para acero de baja aleación: CE≤045 CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
Tubos de acero: API 5CT H40, J55, L55, C75(1,2,3), L80(tipo 1), N80(tipo Q/T), C95(tipo Q/T), P105, P110 Q/T); API 5L grado A, grado B, X42X46, X52; ASTM A53, A106(A, B, C)
Tubos y placas de acero al carbono para aplicaciones de alta temperatura
https://www.wldsteel.com/wp-content/uploads/2021/08/src.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-08-05 08:31:282021-08-05 08:31:31Material de acero al carbono para aplicaciones de corrosión por sulfuro de hidrógeno
El acero resistente al calor se refiere al acero que trabaja a alta temperatura y tiene una excelente resistencia térmica y estabilidad térmica. La resistencia térmica se refiere a la capacidad de resistir la fluencia y la fractura a alta temperatura, y la estabilidad térmica se refiere a la capacidad de resistir la oxidación y la corrosión de medios gaseosos a alta temperatura. La gente suele referirse al acero termorresistente con resistencia térmica como acero termorresistente y al acero termorresistente con estabilidad térmica como acero termoestable. Los aceros termorresistentes se utilizan principalmente en la ingeniería energética, como en la fabricación de equipos de refinado de petróleo, calderas, recipientes nucleares, turbinas de vapor, recipientes de productos químicos sintéticos, equipos aeroespaciales y otros equipos de procesamiento a alta temperatura. Cabe señalar que muchos aceros inoxidables (309, 310H) también tienen resistencia al calor y a veces se denominan "aceros inoxidables resistentes al calor".
Las uniones soldadas de acero resistente al calor deberá tener sustancialmente la misma resistencia a la oxidación a alta temperatura que el metal de base. La composición de la aleación y el contenido del metal de soldadura deben ser básicamente coherentes con el metal base, como Cr, Mo, W y otros elementos principales, mientras que las impurezas como P y S deben controlarse a un nivel bajo en la medida de lo posible para reducir la tendencia a la fisuración en caliente. Para mejorar la soldabilidad, el contenido de C del material de soldadura puede ser ligeramente inferior al del metal base para garantizar el rendimiento a alta temperatura. La resistencia del metal de soldadura deberá ser similar a la del metal base a soldar. Las uniones soldadas de acero resistente al calor no sólo deberán tener una resistencia a corto plazo a temperatura ambiente y a alta temperatura básicamente igual a la del metal base, sino también, lo que es más importante, propiedades de fluencia a alta temperatura similares a las del metal base. Los requisitos de rendimiento de las nuevas uniones de acero resistente al calor para calderas ultrasupercríticas se muestran en la siguiente tabla.
Grados
T.S σb MPa
Y.Sσs MPa
Alargamiento δ%
AkvJ
Tensión admisible a temperatura de funcionamiento,MPa
Dureza, HB
P122
630
530
17%
31
64 (620℃)
225~270
P92
630
530
17%
31
70(620℃)
-
HR3C
655
-
30
-
69(650℃)
-
Super304H
590
-
35
-
91(620℃)78(650℃)
225~270
Aunque la mayor parte de la estructura de soldadura de acero resistente al calor está trabajando a alta temperatura, pero la inspección final de los recipientes a presión y tuberías requisitos, por lo general a temperatura ambiente a 1,5 veces la presión de trabajo experimento hidráulico o neumático de prueba de presión, el funcionamiento de los equipos de presión o de mantenimiento tienen que someterse al proceso de arranque en frío, por lo que la junta de soldadura de acero resistente al calor es también debe tener cierta resistencia a la fractura frágil. Para martensita y austenita aceros resistentes al calor, el contenido de δ ferrita en el metal depositado debe ser estrictamente controlada para garantizar la propiedad de fluencia de las juntas soldadas durante el largo tiempo de funcionamiento a alta temperatura.
Soldadura de aceros martensíticos P92/T92, P122/T122
Tanto el P92 como el P122 son aceros martensíticos, que tienen tendencia a la fisuración en frío y a la fisuración en caliente durante la soldadura. Para evitar las grietas frías en la soldadura, es necesario precalentar antes de soldar. La temperatura de precalentamiento no es inferior a 150℃ para la soldadura TIG y no inferior a 200℃ para la soldadura por arco con electrodo y la soldadura por arco sumergido. Con el fin de evitar el agrietamiento en caliente y el grano grueso, la energía de la línea de soldadura debe ser estrictamente controlada durante el proceso de soldadura, la temperatura entre capas debe ser inferior a 300℃, y se prefiere la soldadura por arco de argón con electrodo de tungsteno con pequeño aporte de calor de soldadura. En la soldadura por arco con electrodo debe prestarse atención a la soldadura multicapa y multipaso. El grosor de la pasada de soldadura no debe ser mayor que el diámetro del electrodo. La anchura de la pasada de soldadura no debe ser superior a 3 veces el diámetro del electrodo y se recomienda que el diámetro del electrodo no sea superior a 4 mm.Para la pieza de trabajo con gran espesor de pared, la soldadura por arco sumergido se puede utilizar para la soldadura, pero la soldadura por arco sumergido de alambre fino se debe utilizar, y el diámetro del alambre de soldadura debe ser inferior a 3 mm. Cuando se sueldan tubos T122 y T92 de pequeño diámetro, la parte posterior debe llenarse de argón durante todo el proceso de soldadura. Para los tubos de gran diámetro y paredes gruesas, se requiere protección con gas argón en la parte posterior de las tres primeras capas de soldadura en la raíz. Después de la soldadura, utilizar el aislamiento de amianto y enfriamiento lento y permanecer entre 100 ~ 150℃ durante al menos 1 ~ 2 horas, hasta que la metalografía se transforma completamente en martensita, a continuación, puede llevar a cabo el tratamiento térmico posterior a la soldadura. Para el espesor de pared de la pieza de trabajo es superior a 40 mm, después de la soldadura con aislamiento de amianto enfriamiento lento, 100 ~ 150℃ al menos estancia 1 ~ 2 horas, si no inmediatamente el tratamiento térmico, debe ser calentado a 200 ~ 300℃ aislamiento 2 horas y luego enfriamiento lento a temperatura ambiente.
SUPER 304H, SA-213 TP310HCBN Soldadura de acero austenítico
El acero austenítico tiene buena soldabilidad y no tiende a agrietarse en frío, por lo que no necesita precalentamiento. Sin embargo, el acero austenítico tiene tendencia al agrietamiento en caliente durante la soldadura, por lo que se debe prestar atención al control de la entrada de calor de soldadura y la temperatura entre capas. En el proceso de soldadura, el método de soldadura de la energía de la línea de soldadura es menor, como TIG manual, soldadura TIG automática de alambre frío o soldadura TIG de alambre caliente. Generalmente, la temperatura entre capas debe ser controlada no más de 150℃. Para la soldadura automática TIG de alambre frío o la soldadura TIG de alambre caliente, el proceso de soldadura continua requiere la refrigeración por agua entre capas de la soldadura. Para prevenir la corrosión intergranular, debe controlarse el contenido de iones cloruro en el agua de refrigeración. Para evitar la oxidación de los elementos de aleación en la zona de alta temperatura, la superficie posterior debe llenarse de argón durante todo el proceso de soldadura. Para garantizar una buena fusión a ambos lados de la ranura, el ángulo de la ranura del acero austenítico debe ser mayor que el del acero ferrítico general. Para la soldadura de acero disímil con materiales de ferrita, se recomienda el alambre o electrodo de soldadura ernicR-3 o EnICRFE-2. Cuando se sueldan aceros disimilares (con aceros de ferrita) y se utilizan a altas temperaturas, debe tenerse en cuenta el coeficiente de dilatación de ambos materiales.
https://www.wldsteel.com/wp-content/uploads/2021/07/tubesheet.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-08-04 05:03:462021-08-04 05:07:53Soldadura de material de calderas ultrasupercríticas
El molibdeno ha sido un elemento de aleación clave en los aceros ferríticos resistentes a la fluencia que funcionan a temperaturas de hasta 530ºC. Las principales aplicaciones de los aceros resistentes a la fluencia se encuentran en las centrales eléctricas y petroquímicas, donde las turbinas de vapor requieren grandes piezas forjadas y fundidas, y los recipientes a presión, calderas y sistemas de tuberías requieren tubos, placas y accesorios de todo tipo.Además de la resistencia a la fluencia a altas temperaturas, también son importantes otras propiedades del material, como la templabilidad, la resistencia a la corrosión y la soldabilidad. La importancia relativa de estas propiedades depende de la aplicación específica del material. Por ejemplo, los grandes rotores de turbina necesitan acero con buena templabilidad, y los sistemas de tuberías de las centrales eléctricas deben ser soldables. Aun así, todas las aleaciones utilizadas en estas diferentes aplicaciones utilizan los mismos principios para mejorar la resistencia a la fluencia.
El molibdeno en solución sólida puede reducir muy eficazmente la velocidad de fluencia del acero. Cuando se utiliza a altas temperaturas, el molibdeno ralentiza la aglomeración y el engrosamiento de los carburos (maduración de ostwald). El temple y revenido producen una microestructura compuesta de bainita superior, lo que da lugar a los mejores resultados en resistencia a altas temperaturas. En las centrales térmicas de carbón, el rendimiento de los grupos electrógenos subcríticos es inferior al 40%. Se espera que las futuras centrales ultrasupercríticas (USC) tengan una eficiencia superior al 50 por ciento, reduciendo casi a la mitad las emisiones de dióxido de carbono por kilovatio-hora de electricidad producida. El acero ferrítico resistente a la fluencia se sigue utilizando habitualmente en centrales eléctricas, refinerías de petróleo y plantas petroquímicas de todo el mundo. Entre sus componentes se incluyen tubos sin soldadura para calderas de agua caliente y sobrecalentadores, tambores de calderas, colectores, bombas y recipientes a presión para altas temperaturas, y espinas de turbinas de vapor de más de 2 metros de diámetro y más de 100 toneladas de peso. Este acero puede clasificarse como acero C-Mn, acero Mo, acero C-RMO de baja aleación y acero Cr 9-12%.
https://www.wldsteel.com/wp-content/uploads/2021/05/9E.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-08-04 03:11:042021-08-04 03:13:46¿Para qué se utiliza el acero resistente a la fluencia?
La forma de conexión del tubo de intercambio de calor y la placa tubular incluye principalmente la expansión, la soldadura, la soldadura de expansión, etc. La junta de expansión de fuerza se refiere a la expansión del rendimiento de sellado y la resistencia a la tracción de la conexión entre el tubo de intercambio de calor y la placa tubular. Se basa en la deformación plástica del extremo del tubo para soportar la fuerza de tracción. La tensión residual tras la expansión del tubo se debilitará gradualmente cuando aumente la temperatura, de modo que el rendimiento de sellado y la resistencia de la conexión entre el tubo y la placa tubular disminuirán. Por lo tanto, la expansión de la fuerza es adecuada para la presión de diseño es menor o igual a 4MPa, la temperatura de diseño es menor o igual a 300℃. La expansión de la fuerza no debe utilizarse en el caso de vibración severa, gran diferencia de temperatura, o la corrosión por tensión evidente durante el funcionamiento.
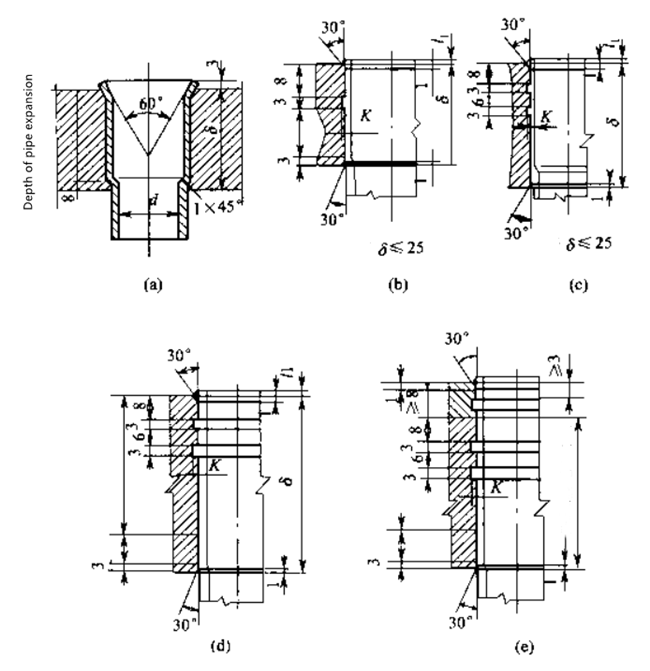
Al expandir el tubo, la dureza del tubo debe ser inferior a la de la lámina tubular. La separación entre el tubo y la tubería y la lisura del tubo afectan a la calidad del tubo expansible. La superficie rugosa del orificio del tubo puede producir una gran fuerza de fricción y no es fácil de arrancar, pero es fácil que se produzcan fugas. La superficie del orificio del tubo tiene estrictamente prohibido tener un longitudinal a través de la ranura. La superficie lisa del orificio del tubo no es fácil que se produzcan fugas, pero es fácil de arrancar. Generalmente, se requiere que la rugosidad de la superficie sea menor o igual a 12,5μm. Hay dos tipos de agujeros de tubo: agujeros y ranurado anular, el primero como se muestra en la figura (a) a continuación, y el segundo como se muestra en la figura (b) y (c) a continuación.
Después del ranurado, el tubos de acero se introducen en las ranuras al expandirse, lo que puede mejorar la resistencia al arrancamiento y aumentar el rendimiento de la estanqueidad. El número de ranuras anulares en el orificio del tubo depende del grosor de la placa tubular. En general, se abre una ranura cuando el grosor es inferior a 25 mm, y dos ranuras cuando el grosor es superior a 25 mm. Cuando la placa tubular es gruesa o para evitar la corrosión de la ranura, se puede utilizar la estructura que se muestra en la siguiente figura (d), la placa tubular compuesta y el tubo de intercambio de calor también se pueden ampliar, cuando el revestimiento es mayor o igual a 8 mm, debe estar en la ranura en el orificio del tubo, la estructura se muestra en la siguiente figura (e).
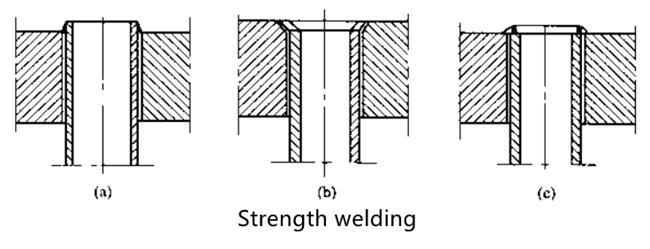
Soldadura de fuerza se refiere a garantizar el rendimiento de sellado y resistencia a la tracción del tubo de intercambio de calor y la conexión tubesheet, es el más utilizado tipos de conexión tubesheet. Fabricación de soldadura de fuerza es simple, la capacidad de tracción es fuerte, como el fracaso de la pieza de soldadura, puede ser la soldadura de reparación secundaria, tubo de intercambio de calor más conveniente. El uso de la soldadura de fuerza no está limitado por la presión y la temperatura, pero no es adecuado para la ocasión de gran vibración o la corrosión brecha. La forma general de la soldadura de resistencia se muestra en la figura (a) a continuación. Para evitar la acumulación de líquido alrededor del extremo de la tubería, se suele utilizar la estructura que se muestra en la figura (b). La estructura como se muestra en la figura (c) a continuación se utiliza generalmente en la situación en la que la placa tubular es de acero inoxidable.
El rendimiento de sellado de la junta entre el tubo y la placa tubular debe ser alto, o hay corrosión de holgura, soportar vibraciones severas y otras ocasiones, la expansión o la soldadura solas no pueden cumplir los requisitos, la combinación de las dos puede proporcionar suficiente resistencia y buen rendimiento de sellado. La combinación de expansión y soldadura puede dividirse en dos tipos según la secuencia de expansión y soldadura: expansión y soldadura después de la expansión. El método de expansión general tendrá inevitablemente manchas de aceite en el hueco de la junta, que se soldará después de la expansión. Estas manchas de aceite y el aire en el hueco reducirán la calidad de la soldadura.
Soldar antes de la expansión, causará daños a la soldadura. En la actualidad, no existe una disposición uniforme para la elección de los dos órdenes. En la ingeniería real, como la expansión después de la soldadura, antes de la soldadura debe ser aceite limpio; Si la primera soldadura después de la expansión, debe ser un límite a la posición de expansión del extremo del tubo, por lo general para controlar desde la superficie de la placa de tubo de 15 mm por encima del alcance de la expansión. La primera expansión y luego la soldadura generalmente adopta la forma de expansión de fuerza y soldadura de sellado. La expansión de resistencia asegura el rendimiento de sellado del tubo y la placa tubular, proporcionando suficiente resistencia a la tracción, y la soldadura de sellado asegura aún más el rendimiento de sellado del tubo y la placa tubular. La estructura se muestra en la figura (a). La soldadura de resistencia garantiza el rendimiento de sellado del tubo y la placa portamangas, proporcionando suficiente resistencia a la tracción, y la expansión por adherencia elimina el hueco entre el tubo y el orificio del tubo para garantizar el rendimiento de sellado. La estructura se muestra en la figura (b).
En esencia, la expansión explosiva es también un tipo de expansión de fuerza, este último suele adoptar la expansión de rodillo, el primero utiliza el explosivo en un período muy corto de tiempo para producir onda de choque de gas de alta presión para hacer que la tubería firmemente unida al orificio del tubo. Alta expansión explosiva y eficiencia de conexión, sin necesidad de aceite lubricante, fácil de soldar después de la expansión, gran resistencia a la tracción, pequeña elongación axial y deformación.
Expansión explosiva es adecuado para tubos de pared delgada, tubos de pequeño diámetro y la expansión de la hoja de tubos de gran espesor, fugas en el extremo del tubo de intercambio de calor, la expansión mecánica es difícil de reparar la ocasión.
https://www.wldsteel.com/wp-content/uploads/2021/07/tubesheet.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-07-28 03:28:522021-07-28 03:28:54¿Cómo se conecta el tubo de intercambio de calor con la placa tubular?
Normalmente llamamos acero de baja temperatura o acero criogénico al acero utilizado en el rango de temperaturas de -10 a -273℃ Según el contenido de elementos de aleación y la estructura, los aceros criogénicos pueden dividirse en: Acero C-Mn matado con aluminio, como el acero 06MnVTi, 06MnVal, 09Mn2Vre, 06MnNb, acero de baja temperatura de cuerpo férrico de baja aleación 0,5Ni, 2,5Ni, 3Ni, 3,5Ni, etc., aceros martensiformes de baja temperatura, como el acero 9Ni, 5Ni, aceros austeníticos de alta aleación de baja temperatura, como el 1Cr18Ni9Ti y el 20Mn23Al, etc.
El efecto de los elementos de aleación en los aceros de baja temperatura se refiere principalmente a su efecto sobre la tenacidad a baja temperatura de los aceros:
C
Con el aumento del contenido de carbono, la temperatura de transición frágil del acero aumenta rápidamente y la propiedad de soldadura disminuye, por lo que el contenido de carbono del acero de baja temperatura se limita a menos de 0,2%.
Mn
El manganeso puede mejorar de forma evidente la tenacidad a baja temperatura del acero. El manganeso existe principalmente en forma de solución sólida en el acero y desempeña el papel de refuerzo de la solución sólida. Además, el manganeso es un elemento que amplía la región de austenita y reduce la temperatura de transformación (A1 y A3). Es fácil obtener granos finos y dúctiles de ferrita y perlita, que pueden aumentar la energía máxima de impacto y reducir significativamente la temperatura de transición frágil. En general, la relación Mn/C debe ser igual a 3, lo que no sólo puede reducir la temperatura de transición frágil del acero, sino también compensar la disminución de las propiedades mecánicas causada por la disminución del contenido de carbono debido al aumento del contenido de Mn.
Ni
El níquel puede aliviar la tendencia a la transición frágil y reducir significativamente la temperatura de transición frágil. El efecto del níquel en la mejora de la tenacidad a baja temperatura del acero es 5 veces mayor que la del manganeso, es decir, la temperatura de transición frágil disminuye en 10℃ con el aumento del contenido de níquel en 1%. Esto se debe principalmente de níquel con carbono, absorbido por la solución sólida y el refuerzo, el níquel también hace un movimiento hacia el punto izquierdo de acero eutectoide punto eutectoide para reducir el contenido de carbono, reducir la temperatura de transición de fase (A1 y A2), en comparación con el mismo contenido de carbono de acero al carbono, disminución en el número de ferrita y refinado, las poblaciones de perlita (el contenido de carbono de perlita es también menor que el acero al carbono). Los resultados experimentales muestran que la razón principal por la que el níquel aumenta la tenacidad a baja temperatura es que el acero que contiene níquel tiene más dislocaciones móviles a baja temperatura y es más fácil que se produzca deslizamiento cruzado. Por ejemplo, el acero martensiforme de media aleación y bajo contenido en carbono a baja temperatura Acero 9Ni, tiene una alta tenacidad a baja temperatura, puede utilizarse para -196℃. El acero 5Ni desarrollado sobre la base del acero 9Ni tiene una buena tenacidad a baja temperatura a -162~-196℃.
P, S, Sn, Pb Sb
Fósforo, azufre, arsénico, estaño, plomo, antimonio: estos elementos no favorecen la tenacidad del acero a baja temperatura.
Se segregan en el límite de grano, lo que reduce la energía superficial y la resistencia del límite de grano, y hace que la grieta frágil se origine en el límite de grano y se extienda a lo largo del mismo hasta completar la fractura.
El fósforo puede mejorar la resistencia del acero, pero aumentará su fragilidad, especialmente a bajas temperaturas. Es evidente que aumenta la temperatura de transición a la fragilidad, por lo que su contenido debe limitarse estrictamente.
O, H, N
Estos elementos aumentan la temperatura de transición frágil del acero. Los aceros desoxidados al silicio y al aluminio pueden mejorar la tenacidad a bajas temperaturas, pero como el silicio aumenta la temperatura de transición frágil de los aceros, los aceros desoxidados al aluminio tienen una temperatura de transición frágil más baja que los aceros desoxidados al silicio.
https://www.wldsteel.com/wp-content/uploads/2021/04/P235Gh-steel-plates.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-07-13 14:26:232021-07-13 14:33:28¿Cómo afectan los elementos de aleación al rendimiento de los aceros criogénicos?
La tubería de revestimiento está compuesta por un collarín y un cuerpo de tubería. Un solo cuerpo de tubería se conecta con la rosca del collarín y se transporta al yacimiento petrolífero con conexión de extremo a extremo para facilitar el transporte y el uso después de alcanzar la longitud requerida. Con el fin de fortalecer la fuerza y el control anti-aflojamiento de la conexión roscada, es necesario soldar el acoplamiento con el cuerpo de la tubería después de la conexión roscada, por lo que es muy importante analizar el rendimiento de la soldadura y formular un proceso de soldadura razonable. API 5A J55 es uno de los materiales de revestimiento más utilizados, y analizamos su soldabilidad en función de su equivalente en carbono.
API 5CT J55 Composición química
Grado
C
Si
Mn
P
S
Cr
Ni
Cu
Mo
API 5CT J55
0.34-0.39
0.20-0.35
1.25-1.50
0.020
0.015
0.15
0.20
0.20
/
Según la fórmula del equivalente en carbono del Instituto Internacional de Soldadura:
CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
CE=0,69>0,4
Su equivalente en carbono es superior a 0,4 y su soldabilidad es deficiente. Para obtener una calidad de soldadura cualificada, son necesarias una temperatura de precalentamiento elevada y medidas tecnológicas estrictas.
Se analizó su soldabilidad en función de la influencia del contenido de elementos de aleación J55 en la microestructura y las propiedades:
Tubo de revestimiento J55 tiene un alto contenido de carbono, es decir, 0,34%~0,39%, lo que hace que la curva de transición de la austenita sobreenfriada del acero se desplace hacia la derecha y aumente; La adición de Cr, Mn, Ni, Cu y otros elementos de aleación hace que la curva de transición de la austenita sobreenfriada se desplace hacia la derecha, lo que aumenta la estabilidad de la austenita sobreenfriada, y aumenta el punto MS (punto de inicio de la formación de martensita). Todos estos efectos aumentan la tendencia al enfriamiento de J55, y han aparecido grietas de soldadura.
El J55 tiene una gran tendencia al agrietamiento en frío, principalmente al enfriamiento rápido y a la fragilización. Debido a su alta resistencia, alto valor máximo de dureza de la zona afectada por el calor de soldadura y enfriamiento rápido, la martensita se genera fácilmente. Al soldar, hay que procurar elegir gran energía de línea y corriente de soldadura, no se debe reducir excesivamente la velocidad de soldadura. Para reducir la velocidad de enfriamiento, prolongar el tiempo de enfriamiento de la unión soldada de 800 ℃ a 500℃, mejorar la microestructura del metal de soldadura y de la zona afectada por el calor, y reducir la dureza máxima de la zona afectada por el calor, es necesario precalentar antes de soldar y templar después de soldar.
La tendencia al agrietamiento en caliente de J55 no es alta porque su conductividad térmica no es fácil de generar eutéctico de baja fusión; La tendencia al agrietamiento por recalentamiento no es grande, porque no contiene carburo fuerte. Se selecciona el alambre de soldadura ER55-G en función de su resistencia. El alambre de soldadura tiene un excelente rendimiento en el proceso de soldadura, alto contenido de Ni, fuerte resistencia a la fisuración en frío y excelentes propiedades mecánicas globales del metal depositado.
Debido al gran aporte de calor necesario para la soldadura J55, el valor de resistencia del material base y del material de soldadura es grande, y la tensión interna durante la soldadura es extremadamente grande. Durante la soldadura, es necesario martillar la soldadura mientras se suelda. Después de la soldadura, se lleva a cabo un tratamiento térmico para eliminar la tensión interna y evitar el agrietamiento posterior a la soldadura causado por una tensión excesiva. El tratamiento térmico posterior a la soldadura también puede mejorar las propiedades de la microestructura de la soldadura.
Proceso de soldadura de J55
Método de soldadura 1Soldadura con gas de protección 80% Ar+20%CO2. Material de soldadura: alambre de soldadura ER55-G, diámetro Φ3.2mm. Parámetros de soldadura: corriente 250~320A, voltaje 26 ~30V; velocidad de soldadura 35~50cm/min;
La temperatura de precalentamiento es de 100℃, y la temperatura entre capas no es inferior a la temperatura de precalentamiento, pero no se permite que sea superior a la temperatura de precalentamiento de 30℃.
Tratamiento posterior a la soldadura: enfriamiento por aire sin ningún tratamiento térmico.
Resultados: El ensayo de tracción fue cualificado. Los valores de impacto de las tres muestras en la zona afectada por el calor son 26,47,23, no cualificados. Las cuatro muestras de flexión lateral tienen grieta de 3,75 mm, grieta de 4 mm, grieta de 1,38 mm, grieta de 0,89 mm, respectivamente, no cualificadas. Este esquema tecnológico no es razonable.
Método de soldadura 2Soldadura con gas: 80%Ar+20%CO2. Material de soldadura: alambre de soldadura ER55-G, diámetro Φ3.2mm. Parámetros de soldadura: corriente 250~320A, voltaje 26 ~30V; Velocidad de soldadura 35~50cm/min; La temperatura de precalentamiento es de 100℃, y la temperatura entre capas no es inferior a la temperatura de precalentamiento, pero no se permite que sea superior a la temperatura de precalentamiento de 30℃.
Tratamiento posterior a la soldadura: tratamiento de revenido, temperatura 600±20℃, tiempo de mantenimiento 4h; velocidad de calentamiento 50℃/h, velocidad de enfriamiento 50℃/h.
Resultados: El ensayo de tracción fue cualificado. Los valores de impacto de las tres muestras en la zona afectada por el calor son 51, 40 y 40, respectivamente, que se califican.
Ensayo de flexión lateral, cualificado; El experimento demuestra que este esquema tecnológico es razonable. El tratamiento térmico posterior a la soldadura puede mejorar la microestructura y las propiedades de soldadura, que es uno de los factores importantes para la soldadura J55 para obtener las uniones soldadas que cumplan con los requisitos técnicos.
El duro entorno de la tubería de revestimiento API 5A J55 requiere la calidad de la propia tubería, también la calidad de la soldadura. Mediante el análisis y la prueba de soldadura anteriores, se obtiene el proceso de soldadura que puede cumplir los requisitos, lo que proporciona una base teórica y experimental para la soldadura correcta de la tubería de revestimiento de petróleo.
https://www.wldsteel.com/wp-content/uploads/2021/05/[email protected]350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-05-24 08:50:452021-05-24 08:55:41Soldabilidad de la tubería de revestimiento J55
El intercambiador de calor de tubo en U se caracteriza por su estructura simple, buena estanqueidad, mantenimiento y limpieza convenientes, bajo coste, buen rendimiento de compensación térmica y fuerte capacidad de soporte de presión. El intercambiador de calor de tubo en U tiene la mayor área de intercambio de calor bajo el mismo diámetro. La estructura principal del intercambiador de calor de tubo en forma de U incluye caja de tubos, cilindro, cabezal, tubo de intercambio de calor, toberas, deflector, placa antichoque y tubo guía, estructura anticortocircuito, soporte y otros accesorios del lado de la carcasa y el tubo, es el más utilizado en el intercambiador de calor de carcasa y tubo.
Tubo de intercambio de calor
Los tubos de intercambio de calor utilizados para la transferencia de calor suelen utilizar tubos de intercambio de calor estirados en frío primarios y tubos de intercambio de calor estirados en frío ordinarios. Los primeros son adecuados para la transferencia de calor y las ocasiones de vibración sin cambio de fase, y los segundos son adecuados para el rehervido, la transferencia de calor de condensación y las ocasiones generales sin vibración. El tubo intercambiador de calor deberá ser capaz de soportar ciertas diferencias de temperatura, tensión y resistencia a la corrosión. La longitud del tubo intercambiador de calor es generalmente de 1,0m, 1,5m, 2,0m, 2,5m, 3,0m, 4,5m, 6,0m, 7,5m, 9,0m, 12,0m. El material de la tubería puede ser de acero al carbono, acero inoxidable, aluminio, cobre, latón y aleación de cobre-níquel, níquel, grafito, vidrio y otros materiales especiales, también se utiliza a menudo tubería compuesta. Con el fin de ampliar el área de tubo de transferencia de calor efectiva al mismo tiempo maximizar el lado del tubo coeficiente de transferencia de calor, tubo de intercambio de calor de procesamiento o en el tubo insertado en las superficies internas y externas de los componentes de flujo perturbado, la producción de turbulencia de fluido el interior y el exterior al mismo tiempo, de uso común, tales como tubos de superficie rugosa, tubo de aletas, el tubo de soporte, en el interior del tipo plug-in, etc.
Hoja de tubo
La placa tubular es una de las piezas más importantes del intercambiador de calor de carcasa y tubos. La placa tubular es la barrera entre el lado de la carcasa y el lado del tubo. Cuando el medio de intercambio de calor no tiene corrosión o tiene una corrosión leve, generalmente está hecha de acero de bajo carbono, acero de baja aleación o acero inoxidable. La forma de conexión de tubo-hoja y carcasa se divide en tipos no desmontables y desmontables. La primera es la conexión entre la placa tubular y la carcasa en el intercambiador de calor fijo de placa tubular. Los segundos, como el tipo de tubo en forma de U, el tipo de cabezal flotante y el tipo de prensaestopas y el tipo de placa tubular deslizante, son la conexión entre la placa tubular y la carcasa del intercambiador de calor. En las conexiones desmontables, la propia placa tubular no suele estar en contacto directo con la carcasa, sino que la brida está conectada a la carcasa de forma indirecta o está sujeta por dos bridas en la carcasa y la caja de tubos.
Caja de tubos
La mayoría de los intercambiadores de calor de carcasa tubular de mayor diámetro adoptan estructuras de tubo y caja. La caja de tubos se encuentra en ambos extremos del intercambiador de calor, que distribuye uniformemente el fluido desde el tubo a los tubos del intercambiador de calor y reúne el fluido en los tubos para enviarlo fuera del intercambiador de calor. En una caja de tubos múltiples, la caja también puede cambiar la dirección del flujo. La estructura de la caja de tubos viene determinada principalmente por si es necesario limpiar el intercambiador de calor o dividir el haz de tubos.
Shell y U-tubo intercambiador de calor se ha convertido en el tipo de estructura más utilizada de intercambiador de calor en el campo de la industria petroquímica debido a muchas ventajas, pero también tiene algunas desventajas, tales como la limpieza de tuberías es más difícil, la tasa de utilización de la placa de tubo es baja debido a la limitación de radio de curvatura de la tubería de curva; La distancia entre los tubos más internos del haz de tubos es grande, el proceso de shell es fácil de cortocircuito, y la tasa de chatarra es alta. Es adecuado para una gran diferencia de temperatura entre la tubería y la pared de la cáscara o el lado de la cáscara donde el medio es fácil de escala y necesita limpieza, y no es adecuado para el uso de flotante y fijo tipo de placa de tubo ocasiones, especialmente adecuado para limpiar y no es fácil de escala bajo alta temperatura, alta presión, medio corrosivo.
https://www.wldsteel.com/wp-content/uploads/2021/05/9E.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-05-24 03:28:282021-05-24 03:27:30Ventajas del intercambiador de calor de tubos en U
Las juntas aislantes se utilizan principalmente en la protección de estanqueidad de gasoductos y evitar la corrosión electroquímica. Se componen principalmente de juntas cortas, bridas de acero, anillos de fijación, juntas, placas aislantes, manguitos aislantes y materiales aislantes de relleno. El tipo de estanqueidad puede ser la junta tórica, la junta en U y la junta compuesta "O + U", aunque la estructura de estanqueidad es diferente, tienen el mismo principio de estanqueidad. Su principio de sellado es el anillo de sellado bajo la acción de la precarga externa para producir la deformación elástica y la fuerza de sellado necesaria para garantizar que el medio en la tubería no tenga fugas. A continuación se muestra un ejemplo de la junta aislada X80 DN1200 /PN120 para ilustrar su proceso de soldadura.
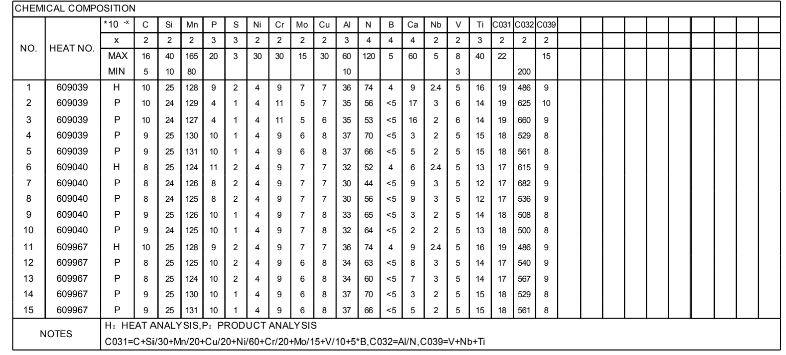
El material de la junta aislante en este experimento es API 5L X80y el tamaño es de 1219mm×27.5mm. El material del cuerpo principal de acero forjado a presión (brida, anillo fijo) es F65, clase Ⅳ; La parte de sellado es anillo de sellado de caucho fluorado en forma de U, que tiene las características de sellado fiable, baja absorción de agua, alta resistencia a la compresión, buena elasticidad y aislamiento eléctrico. El material de la placa de aislamiento tiene un fuerte rendimiento de aislamiento eléctrico, resistencia a la penetración de fluidos y baja absorción de agua. Brida forjada de acuerdo con ASTM A694 para F65, el contenido de C, Mn, P, S y carbono equivalente, índice de resistencia al agrietamiento, dureza y requisitos de energía de impacto. Después de las pruebas, la estructura metalográfica es perlita + ferrita, estructura uniforme, sin segregación, el tamaño medio del grano es de 8 grados. El tamaño de grano más fino garantiza la alta resistencia y tenacidad de las piezas forjadas.
Procedimiento de soldadura
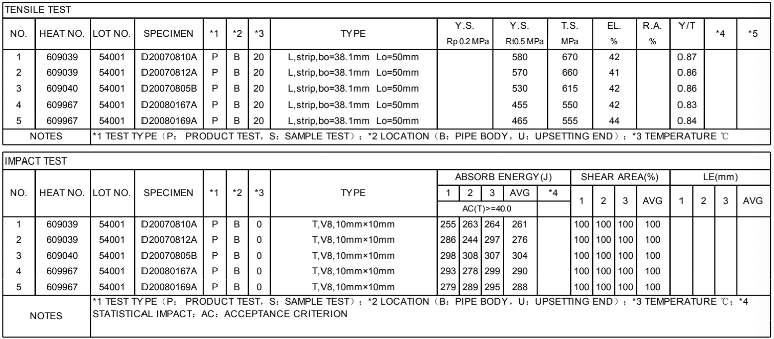
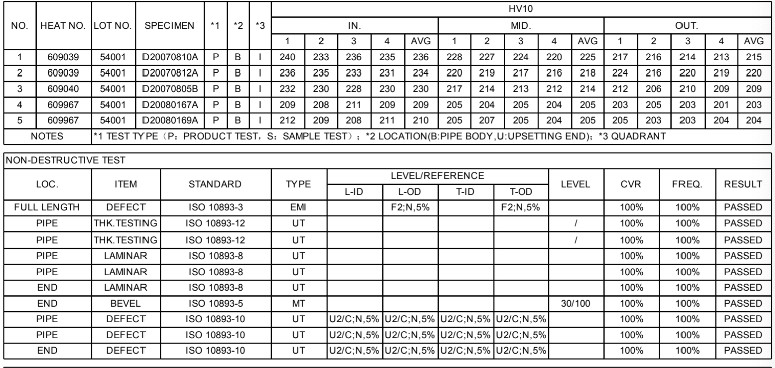
Para la soldadura de este producto, tras el tratamiento de eliminación de tensiones, las pruebas de tracción, flexión, impacto, dureza, metalografía y análisis espectral, los resultados cumplen las especificaciones.
1. Ranura de soldadura
En función de las propiedades del material y del grosor de la pared de los accesorios de tubería y las bridas, elija la forma y el tamaño de ranura adecuados, a saber, ranura en doble "V".
Al diseñar el tamaño y el tipo de ranura de soldadura, se tiene en cuenta la influencia de la entrada de calor de soldadura en el rendimiento de los elementos de sellado, y se adopta la entrada de calor más baja para la soldadura para garantizar que el anillo de sellado de caucho cerca de la soldadura no se queme en el proceso de soldadura. La ranura de separación estrecha se determina de acuerdo con nuestros años de experiencia en la soldadura de válvulas de bola totalmente soldadas.
2. Método de soldadura
El método de soldadura "respaldo de soldadura por arco de argón + relleno y recubrimiento de soldadura por arco sumergido". De acuerdo con el principio de selección de materiales de soldadura para aceros de alta aleación con diferentes grados de acero estipulados en el código y la norma de soldadura de recipientes a presión, se seleccionaron los materiales de soldadura que coincidían con el grado de acero F65, que no solo podían garantizar los requisitos de resistencia del material F65 y X80, sino que también tenían una buena tenacidad.
Soldadura brida-pezón
Las bridas y las juntas de los tubos se sueldan mediante soldadura por arco de argón y soldadura automática por arco sumergido. Soldadura por arco de argón para la soldadura de respaldo y, a continuación, soldadura automática por arco sumergido para la soldadura de relleno y recubrimiento.
1. Equipo de soldadura
Máquina de soldadura automática por arco sumergido: velocidad 0,04 ~ 2r/min, rango de sujeción de la pieza de trabajo Φ330 ~ 2 700mm, la longitud máxima de la pieza de trabajo soldable 4500mm, la profundidad máxima de la costura de soldadura 110mm, puede soportar el peso de 30t.
La soldadura por arco sumergido tiene las ventajas de una calidad de soldadura fiable, una bonita formación del cordón de soldadura, una alta tasa de deposición, y puede utilizarse ampliamente en juntas de aislamiento de gran diámetro, válvulas de bola enterradas totalmente soldadas, etc.
2. Método de soldadura
Método de soldadura GTAW+SAW. En primer lugar utilizamos argón arco soldadura raíz respaldo y relleno cada vez para asegurar la fusión de la raíz a través de, y luego usar arco sumergido automático multicapa multi-pass método de soldadura para completar el relleno y el recubrimiento.
Tratamiento térmico posterior a la soldadura
Con el fin de reducir la tensión residual de la soldadura y evitar que la soldadura se agriete o deformación por tensión, es necesario desestresar y templar después de la soldadura. Para el tratamiento térmico se utiliza un calentador eléctrico de cuerda tipo SCD (18,5 m de longitud) y una caja de control de temperatura tipo LWK-3×220-A. El termopar blindado tipo K se selecciona como equipo de medición de temperatura. La temperatura de tratamiento térmico fue de 550℃, y el tiempo de conservación del calor fue de 2 horas.
https://www.wldsteel.com/wp-content/uploads/2021/05/api-joints.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-05-24 03:27:522021-05-24 03:27:16¿Cómo se sueldan las juntas de insolación?
La tubería de revestimiento de petróleo N80 y la tubería de acero sin soldadura N80 son equipos importantes para la perforación de petróleo, cuyo equipo principal también incluye tubos de perforación, tubos de núcleo y revestimiento, collares de perforación y tubos de acero para perforación de pequeño diámetro.
La tubería de revestimiento de petróleo N80 y la tubería de acero sin soldadura N80 tienen tres tipos de longitudes especificadas en la norma API: a saber, R-1 de 4,88 a 7,62 m, R-2 de 7,62 a 10,36 m, y R-3 de 10,36 m a más.
La tubería de revestimiento de petróleo N80 y la tubería de acero sin soldadura N80 se utilizan para la perforación de pozos de petróleo principalmente para apoyar la pared del pozo durante el proceso de perforación y después de la finalización para garantizar el proceso de perforación y el funcionamiento normal de todo el pozo después de la finalización.
La tubería de revestimiento de petróleo N80 y la tubería de acero sin soldadura N80 se dividen en dos tipos según SY/T6194-96 "tubería de revestimiento de petróleo": tubería de revestimiento de rosca corta y su acoplamiento y tubería de revestimiento de rosca larga y su acoplamiento. Según SY/T6194-96, las tuberías de revestimiento domésticas deben atarse con alambre de acero o cinta de acero. Cada tubería de revestimiento y la parte expuesta de las roscas del acoplamiento deben atornillarse en el anillo de protección para proteger las roscas.
La tubería de revestimiento de petróleo N80 y la tubería de acero sin soldadura N80 se ajustarán a la norma SY/T6194-96. Se utilizará el mismo grado de acero para la tubería de revestimiento y su acoplamiento. Contenido de azufre <0,045% y contenido de fósforo <0,045%.
Tubería de revestimiento de aceite N80 y tubería de acero sin soldadura N80 de acuerdo con las disposiciones de GB222-84 para tomar muestras de análisis químico. Análisis químico de acuerdo con las disposiciones de la parte pertinente de GB223.
Tubería de revestimiento de petróleo N80 y tubería de acero sin soldadura N80 según lo especificado en el American Petroleum Institute ARISPEC5CT1988, 1ª edición. El análisis químico se realiza de acuerdo con la última versión de ASTME59, y el análisis químico se realiza de acuerdo con la última versión de ASTME350.
https://www.wldsteel.com/wp-content/uploads/2021/05/what-is-the-material-of-n80-in-n80-oil-casing.png337556WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-05-24 03:26:202021-05-24 03:26:54¿Cuál es el material del N80 en la carcasa de aceite N80?